
2013.3.15 走行距離 56500km フライス盤 導入から、セッティングまで
だが、素人ゆえ、ぼちぼちです。 1年計画、いや2年になるかも。
構 成
1、2013.3月上旬 黎明期
2、2013.3.15 JM CADを覚える
3、CAMソフト(NCVC)を覚える
4、2013.3.30 フライス盤到着おっ
5、2013.4. 1 バックラッシュの確認
6、2013.4. 3 検査証の確認
7、2013.4. 3 ドリルチャックの外し方
8、2013.4.13 バイス取付 ・試し切り
追記 2014.2
1、黎明期
先ず、システムが判らなかった。そこで、先達者を調べていく内に判った。こうだ ↓ ↓
1、パソコンの用意
2、CAD(紙図面を電子化)
3、CAM(Gコードを生成するソフト)
4、フライス盤制御基板と制御基板を動かすソフト(マッハ)
Gコードとは、NC言語の事で、現在位置を何処から何処へおごかすか、ということを座標で指示することです。
CADのソフトも色々ある。職場では、土木職の人はCAD Well、Auto Cad 建築屋さんは、JW CADといった具合であった。
その中で目を引いたのは、JW CADだ、フリーソフトだし、CNCの先達者の方々も使っていたのです。
JW CADを覚えるにあたり、ネット情報が助かった。ネット情報で操作の基本を覚えた。
しかし、基本操作の次にある、フライス盤に特化した操作方法が判らなかった、そんな中、ふと気が付いたのがロングシップさんが 紹介していた「眞柄賢一 著 いまからはじめるNC工作 JW_CADとNCVCでかんたん切削 」でした。
2、JM CADを覚える
私は、本購入以前に、ネットから、Cadの基本操作方法を覚えておきました。 その方が、本から得るフライス盤に特化したCADの理解を早めるからです。
2013.3.16
 この日朝から、本を開いた。 先ずやった事は、本(9頁)にある、レイヤー名の変更です。
この日朝から、本を開いた。 先ずやった事は、本(9頁)にある、レイヤー名の変更です。すなわち、
・補助線レイヤー
・形状レイヤー
・CAMレイヤー(Gコードによりフライス盤を制御するソフトへ引き渡す図形データです。)
・ORIGINレイヤー(原点位置を示す縁1個。)
3、CAMソフト(NCVC)を覚える
CAMソフトも色々ある、自分は、「眞柄賢一 著 いまからはじめるNC工作 JW_CADとNCVCでかんたん切削 」により、NCVCを覚えた。
NCVCソフトは、JMCADが2次元CADなので、NCVCのより、Z軸情報を補いつつ、Gコードを生成するソフトです。
つまり、CADソフトで作った図面をNC言語であるGコードに変換する際、JMCADとセットで必要になるわけです。
でも、心配ありません。このソフトも、フリーですから。
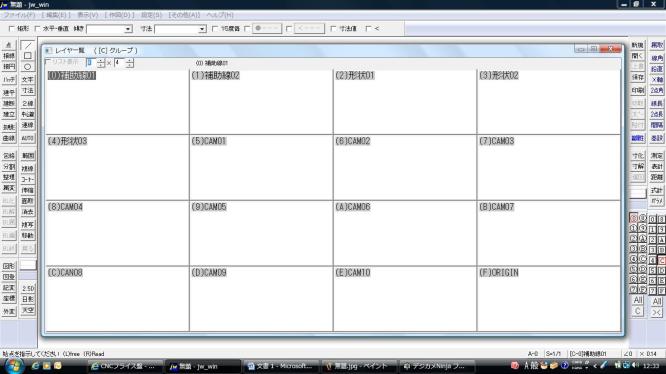
 この写真はNCVCの画面で、JMCADで作った図面情報に、Z軸情報を加えて、Gコードに変換すると、この様な画面が現れます。
この写真はNCVCの画面で、JMCADで作った図面情報に、Z軸情報を加えて、Gコードに変換すると、この様な画面が現れます。画面の左端に見える、記号が羅列されている欄は、Gコードに変換されたNC言語になります。
では、この画面で何をするのかというと、エンドミルなどの工具の動きを立体的、平面的に確認するのです。
初めて見た時は、感激しました(*^_^*)
4、フライス盤到着 おっ(*^_^*)
2013.3.30この日、とうとう、フライス盤が着ました。
貧乏サラリーマンなので、貯金から捻出です。結構高かったな~、でも、きっとこの先、夢を一歩進められる。
某オクで、売っていました。この店は、楽天市場では、田中商会の名前でした。 でも、2枚看板でして、有 シータックという会社の様です。



写真左:物は、重量があるので、木箱に入ってきました。
写真中:箱は、釘で打ちつけられていて、頑丈な箱でした。
やっと開封した場面です。この時は、ちょっと嬉しかったです。反面、貧乏サラリーマンなので、暫く自粛生活です(笑)
写真右:第一印象は、大きさは、思っていた程大きくない。


写真左:本体重量70kg表示です!! 人力では無理、そこで、バイクメンテに使っているエンジンクレーン登場です。
滅多に出番が有りませんが、こんな時には助かります。
写真右:最初、高さ90cmの台を使いましたが、座りが悪いので、家に転がっていた高さ70cm程の物にしました。 CNC化まで使用予定が無いので、カバーを掛けてしまっておきます。
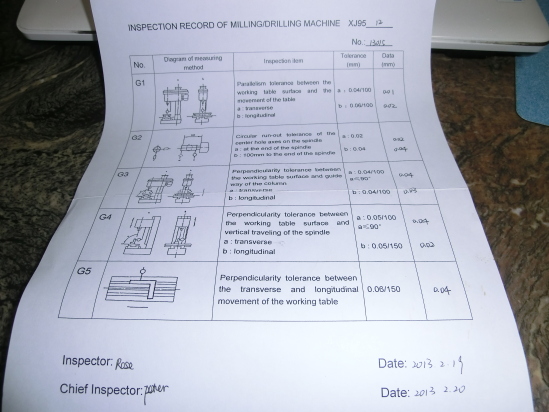

写真左:製品の試験結果が付いていました。 この品の品番は、XJ9512となっていた。
写真右:付属品も充実
16ミリドリルチャック(MT3シャンク付属)
クイックバイス100mmタイプ
クランピングキット58個
エンドミル7本組み(4・6・8・10・12・14・16mm)
コレクトチャック(4・6・8・10・12・14・16mm)+コレクトホルダーMT3
性能
左右移動量Y軸300mm、前後移動量X軸130mm、上下移動量Z軸180mm
主軸MT3
主軸速度MAX2500RPM、回転数は大事です。 被切削物により、回転数をもとに速度を代えるからです。
テーブルサイズ約460mm×110mm、上下軸微動送り0.025mm・目盛、本体重量・約70kg、モーター出力550W
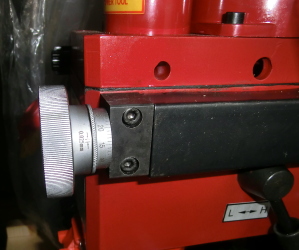
最初、このつまみを見て何だかわかりませんでした。 昇降用ハンドルの付け根を見ると、ハンドルが前後するようになっているので、それでやっと判った。
このつまみは、上下の微調整です。 ダイヤル操作の前に、昇降用ハンドルを押し込んで置きます。
そして、バックラッシュが無い状態までねじ込んだら、0にメモリを合わせて任意の切り込み量までダイヤルを回す。
ちなみに、ダイヤルゲージでメモリの精度を検証したら、2/100mm迄はあっていました。0.005mmについては、ダイヤルゲージの精度や計測の不安定さから判りませんでした。
メモリは精度が高いです。
5、バックラッシュの確認


写真左:Y軸 遊びが有りました。 0.15mm程です。
そこで、オリジナルマインドさんに聞いたら、制御基板用ソフトで0.2mm迄でしたら、大丈夫だそうです。
駄目だったら、台形ねじを買い替えなくてはなりませんから(^^ゞ
写真右:X軸もバックラッシュを見ました。殆ど、遊びが無い感じでした。
6、検査証の確認

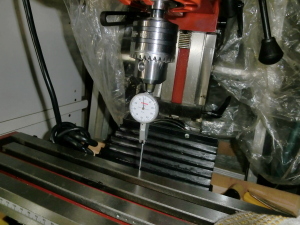
写真左:ピクテストは、ピーコックPC-1Lです。
写真右:X軸を測定、計測すると、付属の検査証と同じく0.04mm。
テーブルの手前側は、低くなってはならない。
主軸も計測しました。これも、付属の検査証と同じく0.02mm、付属の検査証は、信頼できると踏んだ
7、ドリルチャックの外し方


写真左:先ず、シャフトを左にまわして2mmほど緩めます。 次に、プラハンで、シャフトを強打します。強打ですよ。
そうすると、ねじを緩めた分、下側にシャフトが下がります。これをきっかけにして、この操作を2~3回繰り返すと、シャフトが抜けます。 ↓ ↓
写真右:外したシャフトとドリルチャックです。
8、バイスの取付・試し切り


写真左:初版発行昭和46年 フライス盤のダンドリです。 素人の自分にも判り易いと感じました。
写真中:前記の本に載っていた、バイスの取り付け方法を読んで、水平方向を見ながらバイスをセット。ここまでは問題なし しかし、、
写真右:垂直方向が悪い感じです。 フライス盤の左右方向のテーブルは、手前側が、上がっているにも拘らず、バイスの垂直方向は、バイスの上側が、手前に傾斜しているのです。
チャイナバイス、、駄目かな~、と思いつつも ↓ ↓


写真左:一度は諦めたものの、バイスをクリーニングし、写真の六角ボルト2個を締め直したら、3cmに対し、0.01mmでした。これなら、問題ないっしょ。
写真右:以上で、検査証の検証、ドリルチャックん交換、バイスの取付まで、出来たので、試し切りです。
チャイナフライスですが、パワーは550W、8mmのドリルもサクサク。
右の写真は、6mmのエンドミルでの試し切り、十字に切削。サクサクと切削できました。(*^_^*)
あとは、耐久性でしょうね。
2013. 6.15 追記
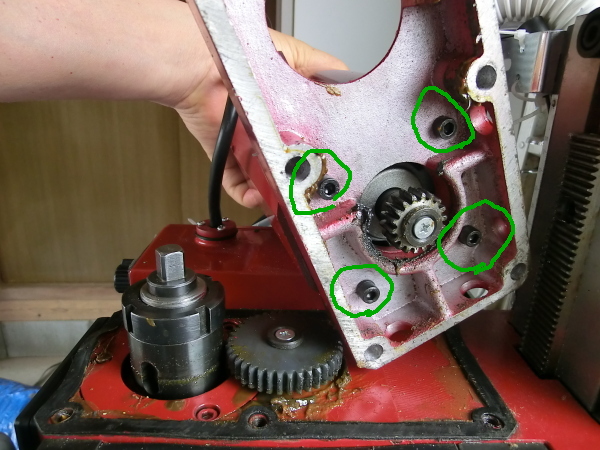 105番の歯車はプラです。 鉄製が無いかと詮索しましたが、適合する品が見つかりませんでしたので、予備を2個求めました。
105番の歯車はプラです。 鉄製が無いかと詮索しましたが、適合する品が見つかりませんでしたので、予備を2個求めました。写真は、105番の内径、外径、山数を確認した時です。
内径:12、外径50mm、山数38でした。
チャイナ製は評判が悪いという事を裏付けたのが、緑丸のボルトです。 緩んでいたし、スプリングワッシャーは1か所だけ。
放置していたら、モーターが外れて危ない事に。