
2013.11.19丂憱峴嫍棧丂62,800倠倣丂 僼儔僀僗斦丂丂僗僺儞僪儖儌乕僞乕姺憰丂姰惉曃
丂俀侽侾俁丏俁寧偵XJ俋俆侾俀傪峸擖丄偦偺屻丄DRO庢晅丄僐儔儉嫮壔丄僨僕僞儖夞揮寁庢晅丄偦偟偰丄 AC僒乕儃儌乕僞乮僗僺儞僪儖儌乕僞乕乯偺帋塣揮傪侾侾寧弶傔偵惉岟偟偨丅
丂偝偰丄師偺僗僥僢僾偼丄儌乕僞乕偐傜偺揱摫婡峔偱偡丅偙傟傪偳偆偟偨傜傛偄偺偐柪偄傑偟偨丅丂屻庤屻庤偱偡(徫乯
丂棟桼偼丄AC僒乕儃儌乕僞乕偺幉偼丄14倣倣丄僉乕峚側偟丄廬慜偺幉偼丄冇12倣倣偺僉乕峚晅偒偱偡丅
丂僉乕峚側偟偺応崌丄杸嶤幃掲寢曽幃偺帟幵傗僾乕儕乕偲側傞偑丄帟幵偼丄宎偑戝偒偄夁偓偰亊丂丅
丂僾乕儕乕偼捴杮惢側傜斾妑揑宎偺彫宎偑桳偭偨偑丄廂傔傞堊偵丄儘乕丒僴僀偺婡峔傪掹傔偰偄傑偡丅(丟堦_堦)
丂揔崌偡傞僾乕儕乕傪尒偮偗偰偐傜傕丄庬椶偑彮側偄僾乕儕乕乮杸嶤幃掲寢嬶乯側偺偱丄懡曽柺偵峸擖愭傪慒嶕偟傑偟偨丅
丂偦傫側拞丄捴杮僠僃乕儞偺T偝傫偑媄弍揑側憡択傗丄峸擖愭乮幁搰塩嬈強乯傪徯夘偟偰偔傟傑偟偨丅丂
丂幁搰塩嬈強偱偼丄M偝傫偲弰傝崌偄傑偄偨丅丂偙偺恖傕恊愗側恖偱偟偨丅丂帺暘偺娫堘偭偨宆斣偺尒曽傕巜揈偟偰捀偒丄 偍堿偝傑偱丄僾乕儕乕偑尒偮偐傝傑偟偨丅
丂埲忋丄慜彂偒傪偟傑偟偨偲偙傠偱丄妝偟偄惢嶌偺榖偵堏傝傑偟傚偆偐丅丂伀丂(*^_^*)
丂
峔丂丂惉
侾丄揱摫婡峔偺尒捈偟
俀丄僉儍價僱僢僩娭學
俁丄儌乕僞乕梡戜嵗
係丄幚憰偱偺壱摥
俆丄嶌嬈傪廔偊偰
丂侾丄揱摫婡峔偺尒捈偟
帟悢偺寛掕曽朄
夵憿慜偺尭懍斾乮俀乯偲丄僾乕儕乕偺宎偼側傞傋偔廬慜偺宎偵嬤偄傛偆偵偟傑偟偨丅
幚嵺偼丄杸嶤幃掲寢嬶偺応崌丄僗儕乕僽偑僾乕儕乕偲幉偺娫偵擖傞偺偱丄昁慠揑偵戝宎偲側偭偰偟傑偄丄廬慜偺帟幵偲摨偠宎傪朷傔傑偣傫偱偟偨丅
捴杮僠僃僀儞偱偼丄 僆儞儔僀儞僒乕價僗偱妋擣偱偒傞丅
僪儔僀僽偩偗偱偼懯栚偱偡丅僪儕僽儞懁傕昁梫偱偡丅
XJ9512偺僪儕僽儞懁偺僉乕峚偼丄暆偑5倣倣両偠偉偠偉両 仼丂俀侽侾俁擭偺偼傗傝尵梩
偙傟偼側傫偲擔杮偺婯奿奜偱偟偨丅丂偦偺寢壥丄僪儕僽儞懁傕杸嶤幃掲寢嬶偵(^^乁
偱丄怓乆偲挷傋偨傜丄僪儕僽儞懁傕捴杮僠僃乕儞偺儘僢僋僾乕儕乕S僞僀僾偑崌偆帠偑敾傝傑偟偨丅
丂



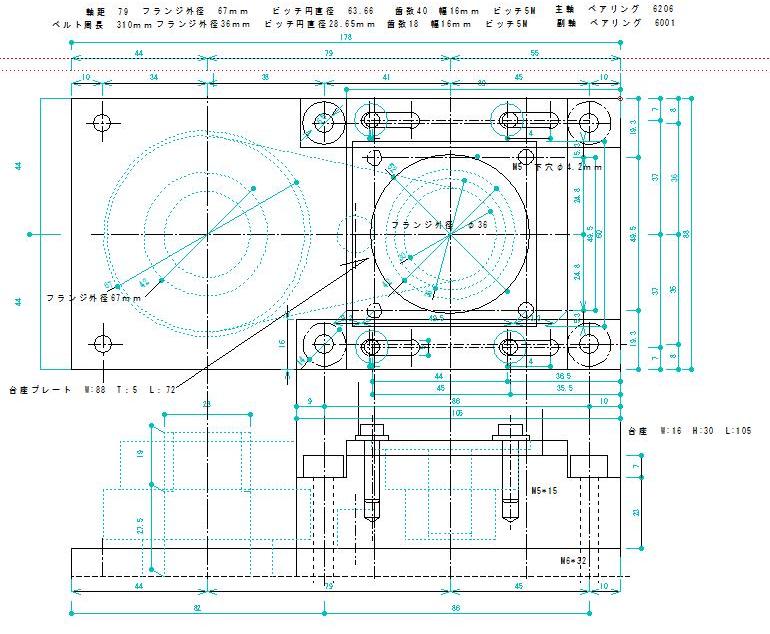
幨恀嵍丗僪儔僀僽懁丗儘僢僋晅偒僾乕儕乕C僞僀僾丂帟悢丂18丂僺僢僠墌捈宎丗28.65倣倣
幨恀拞丗僪儕僽儞懁丗儘僢僋僾乕儕乕S僞僀僾丂帟悢丂40丂僺僢僠墌捈宎丗63.66倣倣丅丂夵椙慜偺尭懍斾偑俀偱偡偐傜丄傎傏摨偠偐偲丅
丂丂丂丂丂XJ9512偺応崌丄僪儕僽儞懁幉偺梷偊傪僫僢僩傪掲傔偙傓偺偱丄偙偺僫僢僩偱僾乕儕乕偺僗儕乕僽傪愯傔偙傓偙偲傕寭梡偱偒傞偺偱丄寢壥丄僆乕儔僀丅(*^_^*)
丂丂丂丂偦傟偲丄堷偒偹偠拝扙偺嵺丄夞傝巭傔偑昁梫偱偡偑丄庤帩偪偺丄僾乕儕乕儂儖僟乕偱屌掕偟偰偄傑偡丅側偺偱丄儘僢僋婡峔柍偺堊丄 儌乕僞乕儅僂儞僩傕斾妑揑娙扨側峔憿偱嵪傫偩丅
幨恀塃丗PX儀儖僩偲屇偽傟偰偍傝丄宍斣偼BG310P5M偱偡丅丂
310偑儀儖僩廃挿丄P5M偑儀儖僩僺僢僠傪帵偟丄僾乕儕乕偺僺僢僠偲崌傢偣傑偡丅側偍丄儀儖僩廃挿偼丄僇僞儘僌摍偵岞幃偑帵偝傟偰偍傝傑偡丅
僥儞僔儑儞偺挘傝暆傕摨條偱偡丅丂PX儀儖僩偼丄嫮搙柺偱丄崱夞偺巊梡偺応崌丄亊偲儊乕僇乕懁偺帒椏偐傜敾抐偱偒傑偡丅丂條巕傪尒偰丄忋媺僋儔僗偵曄偊傞梊掕丅
慖掕曽朄偵偮偄偰丄儊乕僇乕夞摎丂伀
丒僾乕儕偺僞僀僾偼摨堦帟宍偱偱偟偨傜儀儖僩偵儅僢僠偟傑偡偺偱栤戣偛偞偄傑偣傫丅
偛専摙拞偺嬱摦懁偵C僞僀僾偺僾乕儕丄僪儕僽儞懁偵俽僞僀僾傑偨偼俹倃僾乕儕偱傕栤戣偛偞偄傑偣傫丅
宆斣偺審偼俹俆俵偲昞婰偑偁傝傑偟偨傜僾乕儕偼俹俿仜仜俹俆偺僾乕儕偲儅僢僠儞僌偟傑偡丅
丂俀丄僉儍價僱僢僩娭學
攝揹斦
丂杮壱摥偺応崌丄愗嶍桘偵堷壩偡傞壜擻惈偑偁傝傑偡偺偱丄僉儍價僱僢僩(擔搶岺嬈丂B16-66C ) 偵廂傔傑偡丅
丂僉儍價僱僢僩偼戝偒偝偼丄揮偑偭偰偄偨儀僯儎崌斅偺忋偵晹昳傪攝抲偟偰寛掕丅 丂懡彮偺戝偒栚傪慖傫偱惓夝偱偟偨丅
丂攝慄傪鉟楉偵偡傞偵偼慄挿偑廳梫偱偡傛偹丅偦傟偵偼丄壖攝慄傪偟側偑傜恑傔傑偡偑丄偙偆偄偭偨帪偵偼丄 僈儉僥偱巭傔側偑傜摫慄偺挿偝傪挷惍偟偰峴偒傑偡丅
僨傿儗乕僥傿儞僌
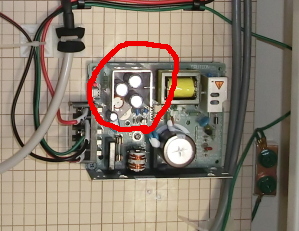
揹尮偵巊傢傟偰偄傞僐儞僨儞僒乕偼擬偵庛偄偦偆偱偡丅
側偺偱丄偦偺愝抲偵偼丄嶰抂巕僩儔儞僕僗僞乕偐傜弌傞擬偺塭嬁傪峫椂偟偰愝抲曽岦偑寛傑傞偦偆偱偡丅
cosel乮揹尮偺宍斣丂P30E24-X乯偺庢愢偵傛傞偲丄僨傿儗乕僥傿儞僌偲塢偭偰丄庢晅曽朄偑帵偝傟偰偄傑偡丅 堦搙偼丄庢晅傪嵪傑偣傑偟偨偑丄戝峇偰偱庢晅曽岦傪懼偊傑偟偨(^^乁
攝慄偑嵪傫偱偐傜丄傑偨傕傗壩擖
丂壗屘偭偰偐偲偄偆偲丄帋塣揮偱嵪傑偣偨攝慄偱偡偑丄攝揹斦偵惂屼梡僗僀僢僠側偳傪廂傔傞堊偵攝慄傪敿暘偽傜偟偨偐傜偱偡丅
丂晄姷傟側偺偱丄嬞挘偺堦弖偱偡丅僄僀僢偲僒乕僉僢僩僾儘僥僋僞乕傪ON
丂側傫偲僄儔乕偑丄丄丄峇偰偰丄僄儔乕僐乕僪偱妋擣丅偳偆傕丄婲摦偡傞庤弴偑娫堘偭偰偄偨傛偆偱偡丅
丂傕偆堦搙丄婥傪庢傝捈偟偰丄庤弴偳偍傝偵峴偒傑偡丅
丂旕忢掆巭丂EMG丒僒乕儃丂ON偑僗僀僢僠ON偵側傞偲弨旛姰椆乮RD乯偑ON偵側傝丄旕忢梡掆巭僗僀僢僠偺儔儞僾偑揰摂偡傞丅
丂夞偭偨乣丄傎乕偭偲丄堦埨怱丅2013.12.7丂偙偺擔 丄傗偭偲儃僢僋僗偑姰惉丄傾儞僾偵偼丄僼儕乕僗僩僢僾僸儞僕傪晅偗偰丄擟堄偺埵抲偵敿屌掕偱偒傞傛偆偵偟偨丅 丂偙偆偡傟偽丄傾儞僾偺昞帵埵抲傕尒傟偰妿偮丄傾儞僾偺憖嶌偔傜偄側傜丄屌掕偱偒傑偡丅
2013.12. 5丂惂屼儃僢僋僗惢嶌傕嶳応

巇帠傪廔偊偰丄梉斞傪捀偄偰丄斢庌偑夞偭偰棃偨偙傠偵丄崱栭傕僈儗乕僕偵捈峴丅
崱栭偼丄惂屼儃僢僋僗偺惢嶌傕嶳応傪寎偊傑偟偨丅
壗帪傕寵偵側傞偺偑丄尰暔崌傢偣側偺偱丄嵦悺偑傓偢偄丄寢壥丄庒姳偺嫸偄偑(丟堦_堦)
偦傫側偙傫側偱丄偙偙傑偱弌棃偰偒偨丅
傾儖儈偺敔偼丄朸僆僋惢丄僆乕僟乕側偺偱僕儍僗僩偺僒僀僘丄偱傕寖埨偱偟偨偑丄
椙偄帠偽偐傝偠傖乣側偄丅庤憿傝側偺偱丄巇忋偘偼亊亊丂丅
偟偐偟丄慡懱偲偟偰偼丄椙偄暤埻婥偵側偭偰棃偨丅僨僕僞儖夞揮寁丄DRO丄惂屼僗僀僢僠傪僕儍僗僩偺敔偵擺傔傞偲丄墦栚偵尒傝傖乣丄偙傫側姶偠偱偡丅
僨僕僞儖偑愒怓偵敪峴偟偨帪傪憐憸偟偨偩偗偱嫽暠傕偺偱偡(徫乯
弌昳幰條偺僽儘僌
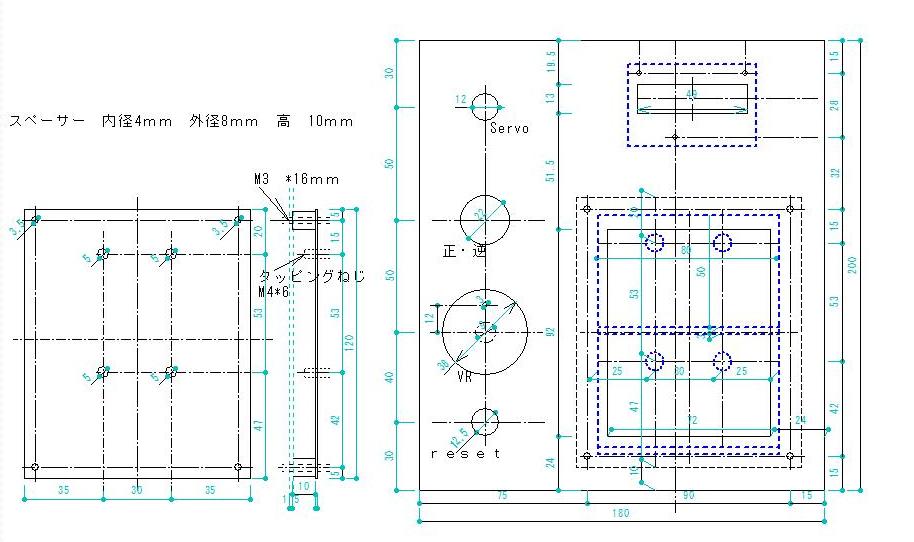
丂俁丄儌乕僞乕梡戜嵗
JWCAD偱廂傑傝傪妋擣偟偰偐傜丄惢嶌偵擖傝傑偟偨丅恾柺偼丄栚埨掱搙偵偟偰壓偝偄丅
儀儖僩偺揔惓側挘椡偼丄儊乕僇乕僇僞儘僌偩偲栺10倠倗偱偟偨偺偱丄恖椡偱峴偗傞偲巚偄丄摿偵巇妡偗偼偁傝傑偣傫丅
戜嵗偺懌偺晹暘偼丄儌僲懢榊偝傫偱峸擖丅丂僼儕乕僒僀僘側偺偱丄壛岺偼丄寠奐偗偲丄儅僂儞僩梡偹偠冇6倣倣偺偁偛偺晹暘偩偗偱嵪傫偩丅
幨恀偼丄戜嵗偺惢嶌夁掱偺堦僐儅偱偡丅丂僐儔儉嫮壔偺峛斻桳偭偰丄SS400側傜丄愗嶍怺2.5倣倣傑偱OK偵側偭偨丅
偱傕丄彨棃丄偙偺僼儔僀僗斦偼丄戩忋儃乕儖斦偐傕(徫乯
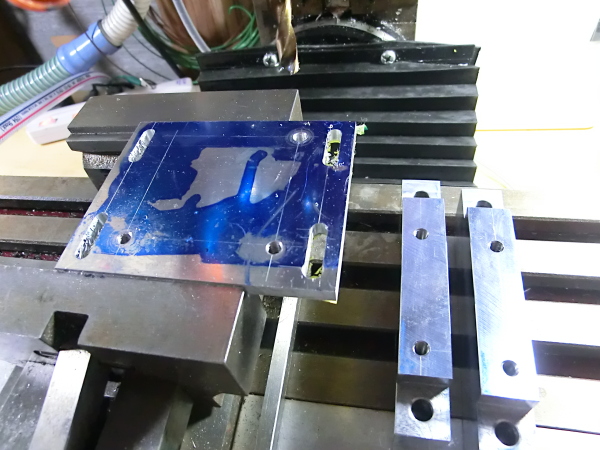
戜嵗偺僾儗乕僩偼丄A2017偲屇偽傟傞僕儏儔儖儈儞偱偡丅丂偹偠愗傝壛岺偑弌棃傑偡丅
傗傗丄擄丂娭
擄娭傪寎偊偨偙偺擔偼丄侾侾寧傕廔傢傝丄柧擔偐傜偼巘憱偱偡丅堦擭丄偼傗両
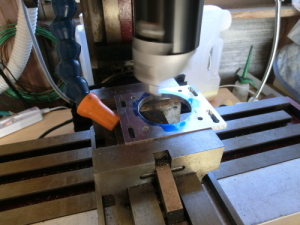
AC僒乕儃儌乕僞乕儅僂儞僩偵偼丄僱僕偺嵗柺傛傝儌乕僞乕偺僴僂僕儞僌偑弌偰偄傞偺偱丄冇俆俀倣倣偺戝寠傪奐偗側偗傟偽側傜側偄丅


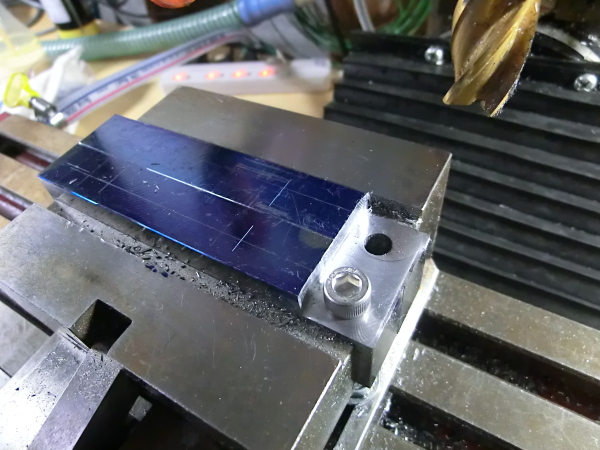
幨恀嵍丗嶐斢偼偳偆偟傛偆偐偲柪偭偨枛丄埲慜丄埨暔偺朸僆僋惢偱偁傞幨恀偺儂乕儖僜乕傪峸擖偟偨偺傪巚偄弌偟偰丄 崱擔偼弌斣偲偽偐傝偵堷偭挘傝弌偟偨丅
幨恀拞丗 儂乕儖僜乕偼妋偐俁栰岥偖傜偄偩偭偨傛偆側丅冇俆侽倣倣偺寠傪偁偗傜傟偨傜丄傕偆偡偱偵栕偗傕傫偱偡傛丄丄堄婥崬傫偱乣丅 偪傚偭偲偢偮丄傉偡傝傉偡傝偲丄丄丄偄偭偨偹乣丅
幨恀塃丗丂嵟屻偺巇忋偘偼丄幨恀偺儃乕儕儞僌僿僢僪丅偙偄偮偼丄寠傪奼戝偡傞帪偵巊偄傑偡丅戝宎偺寠偁偗偺応崌丄儂乕儖僜乕偲僙僢僩偑憗偔巇帠偑弌棃傑偡丅
丂丂丂丂偟偐偟丄拞壺儌乕僞乕偼旕椡偩側乣((+_+))丅
丂丂丂丂偒傝偙傒検偼丄0.0仜倣倣偱偡丄愗嶍怺傪埇傞塃庤偑捝偔側傝傑偟偨乣(^_^;)丅丂偙傟偱丄嵟屻偺擄娭傪柍帠偵捠夁両両
嵟屻偺僶僇寠傪偁偗傜傟偨傜丄傕乕婐偟偔偰丂婐偟偔偰丄憗懍丄慻傒棫偰偱偡丅伀丂

尒偰傕傜偊偽敾傞偗偳丄彫偝偄僒乕儃儌乕僞乕偱傕丄廂傑傝偑僊儕丄儅僂儞僩梡偺僱僕偑丄丄傕偆丄僺僢偨偟偱偡丅僿僢僋僗儃儖僩偠傖側偄偲懯栚丅僗僷僫偑擖傜傫丅
偲偆偲偆偙偙傑偱棃偨偹乣丅偆乣傓丄椙偄姶偠乮*^_^*乯
偟偐偟丄拞壺儌乕僞乕偲斾傋偨傜敾傝傑偡偑丄AC僒乕儃儌乕僞乕偼彫偝偄偱偡偹乣丅 偁偲丄幚嵺偼偳偆偩傠偆偐丄丄丄丅
丂係丄幚憰偱偺壱摥
2013.12.07(搚梛乯偙偺擔偼丄嶐斢偵撏偄偨嬱摦懁偺僞僀儈儞僌僾乕儕乕偺憰拝傗丄揹慄偺晘愝傕廔傢偭偰丄傗偭偲丄幚憰偱偺帋塣揮傪傗偭偨丅
偲偙傠偑丄丄丄丄DRO偲僒乕儃儌乕僞偑岆嶌摦傪婲偙偟偨丅
棳傟偼偙偆偱偟偨丂伀
扨憡俁慄幃AC200V偺CP僗僀僢僠ON丄CP僗僀僢僠ON丄僒乕儃ON丄偲丄偄偒側傝丄DRO偑岆嶌摦丄師偵儌乕僞乕傪婲摦屻掆巭偝偣偨偑挻掅夞揮塣摦
徟偭偨偹乣丄偙偙偵帄偭偰傕丄媄弍彂偺僲僀僘懳嶔傗愭払幰偺曽乆丄嶰旽偝傫偵暦偄偨傝偲側偭偨丅
丂怓乆偲傗偭偰傒傑偟偨丅
侾丄AC200V偺摦椡慄偲儌乕僞乕偐傜偺専弌婍働乕僽儖傪棧偡偲彮偟偼憹偟偵偱傕丄徢忬偼曄傢傜偢丅
俀丄挻掅夞揮偱夞傞偲偄偆偙偲偐傜丄夞揮悢惂屼偺慄傪懠偺慄偐傜棧偡偑丄丄亊
俁丄専弌婍働乕僽儖偺僒乕儃傾儞僾捈嬤偵丄僨乕僞儔僀儞僼傿儖僞乕傪晅偗傞偲丄儔僕僆偐傜偺僲僀僘偑婥帩偪尭傞傕丄亊
係丄攝揹斦偲儔僕僆傪棧丂仺丂亊
俆丄傆偲栚偵棷傑偭偨偺偑丄ACDC僐儞僶乕僞偺DC24偺慄丅偙傟偑丄晹暘揑偵拞宲抂巕戜働乕僽儖傪墶抐偟偰偄偨丅
丂丂惂屼慄偲僋儘僗偟偰偄傞偺偱丄晍慄偱傕柍偄偟丄DC24V偲掅埑側偺偱丄 栤戣側偄偩傠偆偲巚偭偰偺偩偑丄帋偟偵偲丄拞宲抂巕戜働乕僽儖偐傜DC24V偺慄傪棧偟偰傒偨丅
偲丄挻掅夞揮傕巭傑偭偨傝丄傑偨挻夞揮傪偟偨傝偲旝柇丅丂彮偟偼岠壥偑桳偭偨偺偱丄摦椡懁偲惂屼懁偵暘棧偟偨丅
仏丂寁憰摛抦幆偲偄偆偺傪尒傑偟偨丅 丂攝慄偲僲僀僘偵偮偄偰愢柧偑偁傝偡丅
丂偱丄幭媗傑偭偰偄偨傜丄嶰旽偝傫偐傜挻掅夞揮偵偮偄偰懳張曽朄傪嫵偊偰捀偄偨丅伀
仺僆僼僙僢僩抣偺栤戣偱偼側偄偐偲巚傢傟傑偡偺偱丄傑偢丄媄弍彂丂暸6 - 8偵婰嵹偺乽VC帺摦僆僼僙僢僩乿傪峴偭偰傒偰偔偩偝偄丅偙偺婡擻偼媄弍 丂丂彂丂暸5 - 36偵婰嵹偺PC37乮VCO乯偺挷惍偵側傝傑偡丅
傗偭偰傒偨傜丄尒帠偵廂傑偭偨丅丂偑丄DRO偑岆嶌摦傪婲偙偟偰偄傞丅傑偨丄儔僕僆偐傜傕嶨壒傪弌偟偰偄偨丅
2013.12.11丂擖椡懁摦椡慄傪FR-BSF01偵捠偝側偄応崌偳偆側傞偐幚尡丅
寢壥丄寢峔僲僀僘偵嵎偑偁傞帠傪懱尡丅丂偦偙偱丄摦椡慄偺擖椡懁偵儔僕僆僲僀僘僼傿儖僞乮嶰旽丂FR-BIF乯傪憓擖偟丄摦椡慄偺弌椡懁偵丆FR-BSF01傪憓擖丄 妿偮丄DRO偺慄偵僼僃儔僀僩僐傾傕憓擖偡傞偙偲偵
丂偦偟偰丄偙偺斢丄嬼慠敪尒両両偦傟偼丄媄弍彂偵偁傞偗偳丄棧偡偲偄偆帠丄嬼慠偵傕僨僕僞儖僲僊僗偱偦偺嫍棧偑敾柧丄 側傫偲1倣棧偡偲揹帴攇偺塭嬁偑柍偔側傝傑偟偨丅 棧偣偲媄弍彂偵偁傝傑偡丅惛枾婡婍偼揹帴攇偵庛偄丄僼傿儖僞乕傗攝慄張棟偵傛偭偰僲僀僘傪尭傜偣偰傕婔傜偐偼弌傑偡嵟屻偺庤抜偼丄棧偡偲偄偆偙偲偱偡丅 偱傕丄傑偝偐丄揹帴攇偺塭嬁斖埻偑侾倣偲偼両両 嬼慠敪尒偟偨嫍棧偱偟偨丅 惓偵丄栚偐傜椮偱偟偨丅
儔僕僆僲僀僘僼傿儖僞偺栶妱丂懳曻幩僲僀僘偩偑懳徾偑儔僕僆僥儗價
姫偒曽偵傕拲栚偟偰壓偝偄丅
http://www.hitachi-ies.co.jp/products/inv/option/zcl.htm
儔僀儞僼傿儖僞偺栶妱
擖椡懁丂摦椡慄偐傜僒乕儃傾儞僾傊揱傢偭偰擖傞懳揱攄僲僀僘
http://www.hitachi-ies.co.jp/products/inv/option/nfl.htm
弌椡懁丂懳曻幩僲僀僘丂懳徾偑惛枾婡婍
http://www.hitachi-ies.co.jp/products/inv/option/acf.htm
2013.12.14
丂偙偺擔丄僪儕僽儞懁偺僾乕儕乕偑棃偰丄庡丒庴摦懁偺僾乕儕乕偑懙偄傑偟偨丅 丂挘椡偼栺10倠倗丄嶳姩(徫乯偱丄偆乣傫偲椡擖傟偰儀儖僩偺偨傢傒偼偙傫側傕傫偐偲挘偭偨傜 儔僠僃僢僩僪儔僀僶乕偱僇僠儍僇僠儍偲掲傔偙傓丅
偙傟偱丄儊僇晹暘偼姰惉偱丄侾俁擔偵屻晅偗偺FR-BSF01偲 FR-BIF丄 SFT-59SN 儚儞僞僢僠僼僃儔僀僩僋儔儞僾(抾撪岺嬈)傪 丄幚憰偱偺帋塣揮偑弌棃偨丅
儃僢僋僗撪傪愒榞撪偺摦椡懁丄惵榞撪傪惂屼懁偵暘偗傑偟偨丅丂偙傟偼丄晍慄傪旔偗傞帠偵傛傝丄 揹帴桿摫僲僀僘丄惷揹桿摫僲僀僘傪尭傜偣傞偲媄弍彂暸12-83偵偁傝傑偡丅丂攝抲偼戝帠偱偡偹丅
彯丄僼傿儖僞乕偺捛壛偼岠壥戝偱偟偨両両乮*^_^*乯
壓偺摦夋偼丄幚憰偱偺杮壱摥忬嫷偱偡丅丂伀
2013.12.14(搚梛乯
僨儌偼丄50倣倣偺僼儔僀僗僇僢僞乕
僒乕儃儌乕僞乕傪夞偟偰偍傕傢偢丄傎偔偦徫傒傑偟偨乮*^_^*乯
丂俆丄嶌嬈傪廔偊偰
丂XJ9512傪峸擖帪偵丄CNC壔傪巙偟傑偟偨偑丄婎杮惈擻偺掅偝偑敾偭偰棃偨偺偱丄CNC壔偼丄偙偙偱廔椆丅
崱屻偼丄僪儔僀僽懁偺帟悢偺尒捈偟傪偨偄偱偡偹丅丂梋択偱偡偑丄揹婥壒抯偺帺暘偲偟偰偼丄傛偔偧忔傝墇偊偨偲梍傔偰傗傝偨偄偱偡丅
2014.1.26丂捛婰
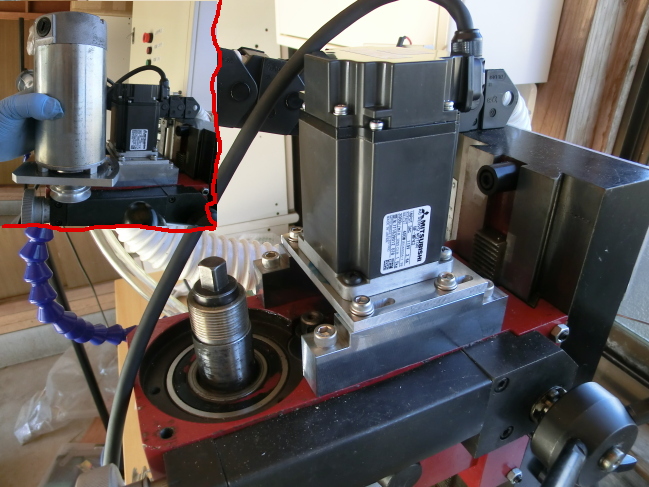
AC僒乕儃儌乕僞傪HF-MP43偐傜偵姺憰捈屻偼丄峾惢僊儎乮108偲122乯偵岎姺偟丄暅妶偟偨僠儍僀僫儌乕僞乕傕側偐側偐傗傞偲巚偄傕偟傑偟偨偑丄 偦偺屻丄埲壓偺偲偍傝挷惍偟傑偟偨丅
丒AC僒乕儃儌乕僞乕傪HF-MP43丂仺丂HF-KP43
丒僷儔儊乕僞PA09傪弶婜抣7.0丂仺6
丒僷儔儊乕僞PA01傪0002丂仺丂0302 偙偆偡傞偲丄媄弍彂丂暸6-3丂偵傛傞偲嵟戝僩儖僋300亾偐傜350亾忋徃
丒僪儔僀僽懁僾乕儕乕丂偺嶳悢丂18丂仺丂24
挷惍屻偼丄愗嶍拞偵丄僈僣儞偲峴偭偰傕丄傾儔乕儉偑敪惗偟偢傜偔側傝丄寢峔巊偄傗偡偔側傝傑偟偨丅
姺憰偼惉岟偟偨姶偑弌偰偒傑偟偨丅
2014.2.4丂捛婰

嵟嬤偺XJ偱偡丅丂岤偝30倣倣偺傾儖儈柍岰嵽偐傜儌乕僞乕儅僂儞僩傪嶍傝弌偟傑偟偨丅
偙傟偱丄姫偒崬傒傕柍偔側傝傑偟偨丅
崌惉幨恀塃懁丗丂杸嶤幃掲寢嬶僾乕儕乕偺掲傔晅偗偵掲寢儃儖僩傪巊偄傑偟偨丅摉弶丄庡幉屌掕儃儖僩偵傛傝丄杸嶤幃掲寢嬶僾乕儕乕偺掲傔晅偗傕寭偹偰偄傑偟偨偑丄 嬞寢搙崌偄偑崌傢側偐偭偨偺偱丄掲寢儃儖僩偵傛傝嬞寢偟傑偟偨丅