
2014. 4.25丂憱峴嫍棧丂64,000km 僟僀僗儂儖僟乕
丂
峔丂丂惉
侾丄峔丂憐
俀丄惢嶌
俁丄嶌嬈傪廔偊偰
丂丒價價傝
丂丒價價傝懳嶔
丂
侾丄峔憐
丂俀埬峫偊傑偟偨丅侾偮偼丄儀傾儕儞僌偵傛傞幉庴傪帩偮僞僀僾丄傕偆堦偮偼丄扨偵冇侾俀mm偺娵朹傪僟僀僗儂儖僟乕杮懱偵嵎偟崬傫偩偩偗偲偟偨丅
丂
丂
丂
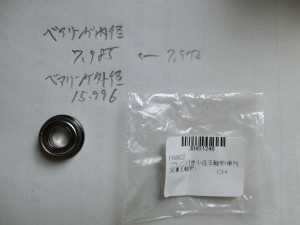
儀傾儕儞僌偼丄NSK(擔杮惛岺)僼儔儞僕晅偒彫宎嬍幉庴(扨楍怺峚嬍幉庴) 偵偟傑偟偨丅丂傾僉僔儖曽岦偵傕壸廳傪偐偗傜傟傞偲偺愢柧偑偁偭偨偐傜慖傃傑偟偨丅
俀丄惢嶌
僾儔儞侾丂儀傾儕儞僌偵傛傞幉庴
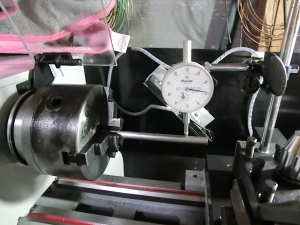

幨恀嵍丗冇俋mmSS400偺杹偒偩偟娵朹傪栚昗抣7.99倣倣偵偟傑偡丅愗嶍偡傞慜偵丄僟僀儎儖僎乕僕偱堦斣僽儗偑彮側偄偲偙傠偱僠儍僢僉儞僌偟傑偟偨丅
丂丂丂丂慁斦偱8.00倣倣傑偱嶍傝丄偦偺屻丄儁僷乕偱尋杹偡傞寁夋丅
幨恀塃丗冇俉偺幉偼俁杮栚偱丄枮懌偺弌棃偲側傝傑偟偨丅
丂丂丂丂挿偄曽偑丄7.98乣7.99偺巇忋偑傝寉偱偡丅


幨恀嵍丗幉偵偼儀傾儕儞僌傪僙僢僩偟丄曅懁偵僇儔乕傪僙僢僩偟僟僀僗傪墴偟崬傔傞傛偆偵偟傑偟偨丅偙傟偑僾儔儞侾偱偡丅
幨恀塃丗僟僀僗儂儖僟乕偵偼榋妏朹傪壛岺偟偰僌儕僢僾偲偡傞偙偲偵偟偨丅
丂丂丂丂榋妏朹偼丄撍偭愗傝僶僀僩偱愗傟傑偡丅
丂丂丂丂僌儕僢僾傪偹偠崬傫偩偲偙傠偱偡丅偄偄姶偠乮丱亅丱乯
師偼丄撪懁偺寠偁偗偱偡丅儀傾儕儞僌偲偺偼傔偁偄偑丄挻傓偢偐偭偨(丟堦_堦)
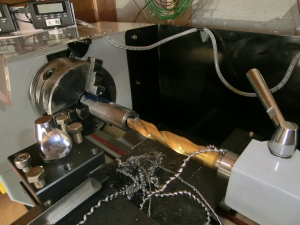


幨恀嵍丗僙儞僞乕僪儕儖偱埵抲寛傔傪偟偨屻丄冇俉mm偱娧捠偝偣丄偩傫偩傫偲戝偒側僪儕儖偵偟傑偟偨丅嵟屻偼丄庤帩偪偱偼堦斣戝偒側冇18倣倣偱丄怺偝俆侽倣倣傑偱孈傝壓偘傑偟偨丅
幨恀拞丗拞孞傝僶僀僩偱寠傪奼戝偟傑偟偨丅儀傾儕儞僌宎冇16倣倣偼巆擮側偑傜丄傄偨傝偲偼峴偒傑偣傫偱偟偨丅愙拝嵻偱僙乕僼乮徫乯
幨恀塃丗撍偭愗傞偲偒偵偼丄曅僷僗偱偗偑偒傑偡丅


幨恀嵍丗撪懁偱偡丅丂嵟屻偺1/100倣倣偺僆乕僟乕偺偲偒偼丄儁乕僷乕偱捛偄崬傒傑偟偨丅
幨恀拞丗僟僀僗儂儖僟乕偺庢偭庤偼丄僔乕儞偵傛偭偰偼俀杮偁偭偨曽偑偄偄偱偡丅
丂丂丂丂俀杮栚偺庢偭庤偺偹偠愗傝偵偼丄偱偒偨偽偐傝偺帺嶌僟僀僗儂儖僟乕戝妶桇偱偡乮丱亅丱乯
幨恀塃丗姰惉偱偡丅丂偲偭偰偺寠偁偗偼丄堦婥偵娧捠偝偣偨曽偑丄偄偄姶偠偱偡丅屻偐傜奐偗傑偟偨偑丄悅捈偑弌傑偣傫偱偟偨丅
僾儔儞俀丂偡傋傝幉庴偗

侾侽倣倣偺偹偠偵懳墳偱偒傞傛偆偵僟僀僗儂儖僟乕偺幉偼冇侾俀偲偟偨
僟僀僗儂儖僟乕偺宎偑冇12倣倣偲戝偒偄偺偱丄儀傾儕儞僌側偟偱傕戝忎晇偱偡丅傑乕丄儀傾儕儞僌側偟偺冇8倣倣偺幉偱帋偟偨帠偼偁傝傑偣傫偑丅
偦傟偲丄僇儔乕偼徣偒傑偟偨丅惢嶌拞偵傢偐偭偨偺偱偡偑丄僇儔乕偱墴偝偊側偔偰傕丄僟僀僗儂儖僟乕撪偵抜嵎傪偮偗傟偽丄偦傟偱嵪傒傑偡丅偁傎偱偟偨乣丅
娞怱偺幉偲僟僀僗儂儖僟乕杮懱偺偼傔偁偄偱偡偑丄嵟屻崰偺悢夞偼丄0.025倣倣偺憲傝偱條巕傪尒側偑傜嶍傝傑偟偨偺偱丄忋庤偔廂傑傝傑偟偨丅
俁丄嶌嬈傪廔偊偰
傃傃傝
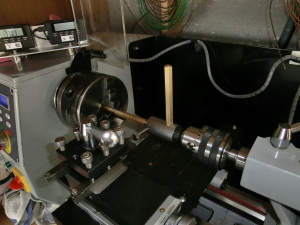
杮奿揑偵壱摥偟巒傔偰丄婥偑偮偄偨偺偑丄價價傝偱偡丅丂僱僢僩偱挷傋傞偲丄尨場偼丄恘暔偲偲旐愗嶍嵻偺嶤傟傞偲偒偵敪惗偡傞怳摦丅
丂偱丄幚嵺偼丄幨恀偺傛偆偵幦柾條偑弌偨偺偱偡丅
嵟弶偼丄傑偨偐傛乣丄慁斦巗応偱偼丄挷惍屻弌壸偡傞偲偁偭偨偺偱丄埨怱偟偰偄偨偺偱偡偑丄丄丄丄丂懳嶔偼丂丂伀

梫偼丄怳摦偑敪惗偟側偄傛偆偵偡傟偽傛偄丄偮傑傝丄僶僀僩儂儖僟乕偐傜偺恘愭傪嬌椡恘暔戜偐傜弌偝側偄丅
丂丂丂丂僕僽挷惍傪偡傞
愗嶍懍搙傪壓偘傞
丂丂丂丂愗傟枴偺傛偆恘暔傪巊偆
丂丂丂丂帺暘偼丄偙偆偄偭偨曽朄偱幦柾條偑弌側偔側傝傑偟偨丅偱傕丄尷奅偑偁傞傛偆偱偟偰丄愗嶍懍搙傪侾侽侽m/暘埲忋偵偡傞偲丄傑偨傑偨丄幦柾條偑弌傑偟偨丅 丂丂丂丂傕偆丄偙偆側傞偲丄儅僔儞偦偺傕偺偺偑丄尷奅側偺偱偟傚偆偹丅