
2014.3. 8 走行距離 63,700km 卓上旋盤 導入〜セッティング〜DRO取付
書き始める前に一言、実は、これを書き始めたのは、3/13(木)で、母親の初七日の日です。
母親が他界した3/7の後は、葬式のドタバタとなった事は云うに及びませんが、それでも、好きな事はやれんですね〜。
構 成
1、旋盤の導入
2、バイト購入
3、セッティング
・ベースプレート
・オイルパン
・テールストック用テンションレバー
・DRO
・4面刃物台追加
4、試験切削
1、旋盤の導入
選 定
高い買い物なので、迷いました。 最後の最後まで迷ったのが、Mothmach と旋盤市場、結局、決め手となったのは、動力のモーター。
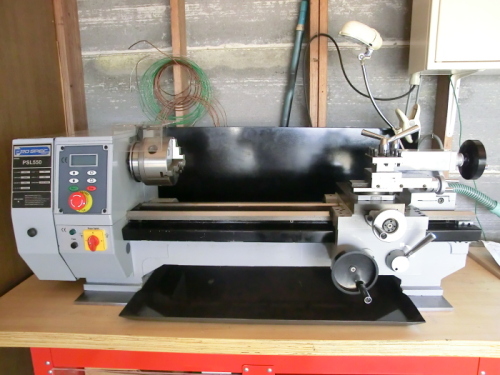
旋盤市場はインバーター制御の3相ブラシレスモーターなのです。サイズも、どうせならと、旋盤市場では、最上級の心間550mm。
2013.3.8 運送会社の人が2人で着ました。 運送会社と云っても、大物のピアノの運送を得意とする運送業者さんでした。

運送車両には、上下するリフトが付いています。流石です。 2人でスイスイとガレージ迄運んで着れました。
この日は、とりあえず、エンジンクレーンで作業台に乗せて終わり。
2、バイト購入
写真左:旋盤には、バイトが必要ですが、バイトを決定する刃高というのが有ります。 先の尖った専用工具が無かったので、ピックツールで計測しましたが、
テールストックの固定センターとの計測差が出てしまい、刃高13mmを注文しました。 1/10mm迄測れたなら、スケイタ無で、 バイトだけで刃高を合わせられるのだそうです。
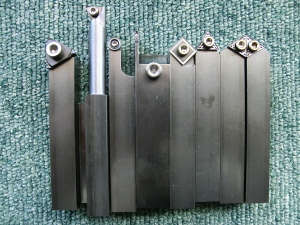
写真中:バイトの種類は、有る人を参考に、・ネジ切りバイト ・中ぐりバイト・丸チップバイト ・突っ切りバイト ・面取りバイト・真剣バイト・左勝手バイト ・右勝手バイトです。
突っ切りバイト:切り込みの勢いが足りないステンレスは表面が加工硬化し音の発生原因になる事がある。
真剣:特別な使い方に特化した物ではないので外径切削全般が主な利用方法。
丸チップバイト: 外径切削がメインですが、使い方は少しコツが必要です。
普通に直径方向に切り込んでいくとチップの当たり面積が大きくなりビビるので、左右方向も削りながら直径方向へ切り込むと割とスムーズに加工できる。
チップが丸ですので部分的にRを付けたり、スムーズな曲面の作製に向く
*バイトの取り付け方を購入先から教わりました。旋盤に向かって4面刃物台の端に沿って取り付けるのだそうです。
3、セッティング
ベースプレート、オイルパン


写真左:卓上旋盤の足は、面積が少なくて、旋盤をゆするとぐらぐら感が有りましたので、T=9mmの鉄板で、奥行き250mmベースプレートを付けました。
写真中:オイルパンは、バーベキュー鉄板を転用しました。
写真にはありませんが、アース線の設置工事もセルフでやりました。というのも、アースを取る様にと指示が有りました。
写真右:いよいよ火入れ、PSL550VDRは、ボタンで動作します。いい感じですよ(*^_^*)
ボタンを押し続けて最高回転の2000rpmに到達。
テールストッククイックレバー
PSL-550VDRのテールストックの固定は、めんどい事にナット締めです。そこで、イマオcopの フラットテンションレバーを購入しました。


写真左:ナットの座面が水平じゃないんですね、実にいい加減な作りです。フラットテンションレバーを取り付ける為に、 エンドミルで座面を水平に削り出しました。
写真右:レバーを取り付ける時、芯押し台に収めるのが面倒だったけど、丁度いい位置に、レバーをセットさえすれば、後は、固定も移動もレバーのお陰で簡単になりました。
3、DRO取付
旋盤の場合、皆さん方の例を見ると、往復台と横送り台にDROを付けています。自分も、パクる事に。
そこで、何処の品にしようかとネット検索をするとAliExpress で買おうかと思いましたが、某オク製が個人輸入するより安価でしたので、即飛びつきました。
品が来てから判ったのですが、いつの間にか改良されていて電磁波の影響を受けなくなっていました!! 嬉しい誤算(笑)


写真左:失敗を少なくるる為には、ちょっとづつ組み立てることになりますが、ねじ穴を開けずに済むと、その分失敗が少なくなります。 そこで、両面テープで接着しながら組み立てて収まりを確認して行きました。
写真右:エンコーダーからの配線は、こんな感じです。可も無く不可も無くでしょうか(笑)


写真左:絶対失敗は許されない、横送りテーブルは、面倒でしたが、外してから穴あけねじ切りを行いました。
横送り台の裏側にある長方形のものは、横送り台形ねじの遊び調整用のナットです。割が入っていて、ナットの四隅にあるねじを締めこんで調整する様です。
写真中:2014.3.31 写真左で出来たDROやDRお固定用ブラケットを旋盤に装着し、サーボアンプなどの周辺機器をONにすると、、、数値表示がぶれている。
DRO固定用ブラケットを旋盤に止めるねじを伝わって、ノイズを伴った電流が流れて悪さをしているかと思って、 材質が樹脂(レニー)のねじを購入した。 ところが、、、、
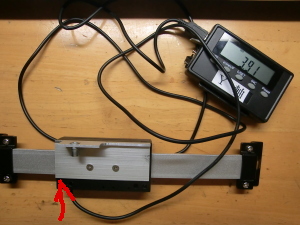
写真右:2014.4.5 DROを、取付直そうと、旋盤から外してみると、DROが静止している時は、数値がぶれない事が判りました。で、赤矢印の所を押すと、数値がぶれます。
つまり、このDROは、ここに力が加わると、数値がぶれるようです。どうやら、DROの取り付けが悪くて数値がぶれてしまったようでした。
電磁波の影響かと思って、Alのボックスも無駄買いとなった(^^ゞ。
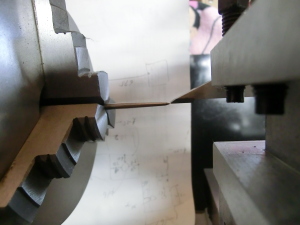
4面刃物台追加
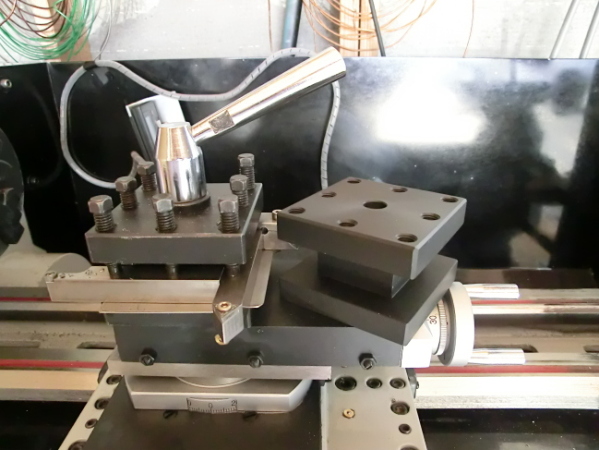 バイトを交換するには、4面刃物台のねじを緩めてバイトを付け替えることになりますが、段取りを決める前にバイトを4面刃物台に装着することになるのだと思います。
バイトを交換するには、4面刃物台のねじを緩めてバイトを付け替えることになりますが、段取りを決める前にバイトを4面刃物台に装着することになるのだと思います。そこで、簡単にバイトを交換できる4面刃物台を買い足しました。ガバット交換で来て簡単です。
4、試験切削
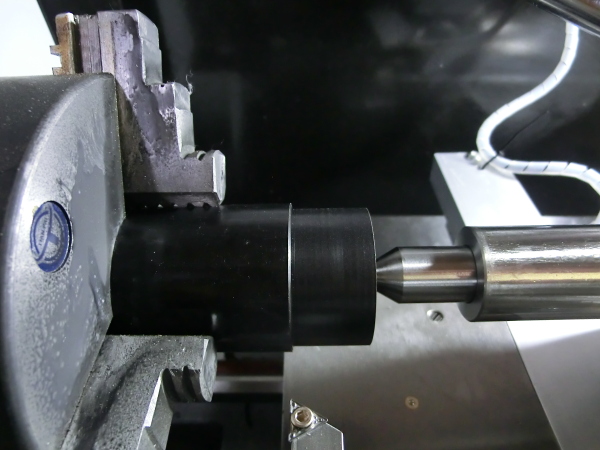
20133.27 この日、DROの仮の設置が終わったら、もー、切りたくて(笑) 手短に有ったのが、ジュラコン、やってみたね〜。
送り 0.1mm/rpmで回転数120rpm、表面は綺麗です。 思いのとおりに切削出来て、夢の様でした(^◇^)