
2015. 7. 6 走行距離 68,500km ML4 JOGモードで稼働
ボールねじの換装を終えて、CNC化最終工程に入った。 自分的には、PCとマシンを繋ぐ作業とでも言いましょうか。
7.6この日、やっと、CNC化の為に必要なSS・SECさんの基板2枚その他リミットスイッチの注文を済ませた。
購入当初、配線方法が分からなかったけど、パラレルポートの仕掛けを知ってから、作業がサクサクと進むようになった。
そして、
構 成
1、2015/7/24 SS基板・SEC標準・改造基板到着
2、フォトセンサーの論理
3、ポンプ
4、EStopの設定
5、サーボモータ 指令パルスと端子
6、MACHとSSとSEC基板とSEC改造基板
7、2015/7/27 MACHの設定
8、パラメータ設定
11作業を終えて
1、2017/7/23 SS基板・SEC標準・改造基板到着
この日、いよいよというか、やっとというか、CNC化の最終工程である、最後に求めた基板が着た!!
購入先は、SECさんです。
 肝心のお値段は、56千円でした。 良く見るとわかると思いますが、スムースステッパー基板・SEC標準基板と改造基板、Omuron製フォトインプランタEE-SX3009-P1、
肝心のお値段は、56千円でした。 良く見るとわかると思いますが、スムースステッパー基板・SEC標準基板と改造基板、Omuron製フォトインプランタEE-SX3009-P1、線(フォトインプランタへの線、サーボモーター用端子台への線、SS 基板からSEC基板への線(26P)、コネクターハウジングとコンタクトピン)も付いています。
付属のACアダプターはコンセントが増えるし、サーボアンプの制御と同時にONとできないので、 スイッチング電源 DC5V10A 出力50Wタイプ RWS50B-5を設け
電源の単相AC200Vから取ることにしました。 SECさんの話によると、保護回路:過電圧(入力再投入復帰)、過電流(自動復帰)があった方がいいとのことでした。
荷が到着したら、喜んで、到着後SS基板基板単独で動作確認、、、、
なんと、USBから、SSに給電すると、、、、1分もたたない内に、中央のチップが発熱し、Smooth Stepperのドライバーを認識しなくなります。 そして、Error=FT_TO_ERROR !!
Mach3Version3.043.062.exeに入れなおしてもダメでした。
SS基板を見ると、赤丸部分が短絡していた。
結局 SECさんにSS基板のテスト込みでもう一枚買いました。31,600円プラス関税手数料3400円なり~とほほ~。
Smooth Stepperが着たら、基板単独でテストです。しかし、その前にすることがあります。 ↓
SECさんの掲示板にも、 Smooth StepperとそのドライバーおよびPlugInについて 解説有
他にも、ゾンデックさんでは、MACHを絡めての流れが有り。
PlugInとは、差し込む、差込口などの意味を持つ英単語。ITの分野では、ソフトウェアに機能を追加する小さなプログラムのことを指す場合が多い。
多くのソフトウェアには外部のプログラムを追加することで機能を拡張できるような機構を備えており、追加するソフトウェアのことをプラグイン(プラグインソフトウェア)という。
Configとは、、「設定」という意味の英単語。特にOSやサーバアプリケーションソフトなどの設定項目を指すことが多い。
1、 Mach3Version3.043.062.exeのインストール
オリマイさんのMACHのインストール方法有。
 2、次に、SSのインストールを行ないます。
2、次に、SSのインストールを行ないます。Windouws用のUSBドライバーと Windows Driver for the USS (USB SmoothStepper)
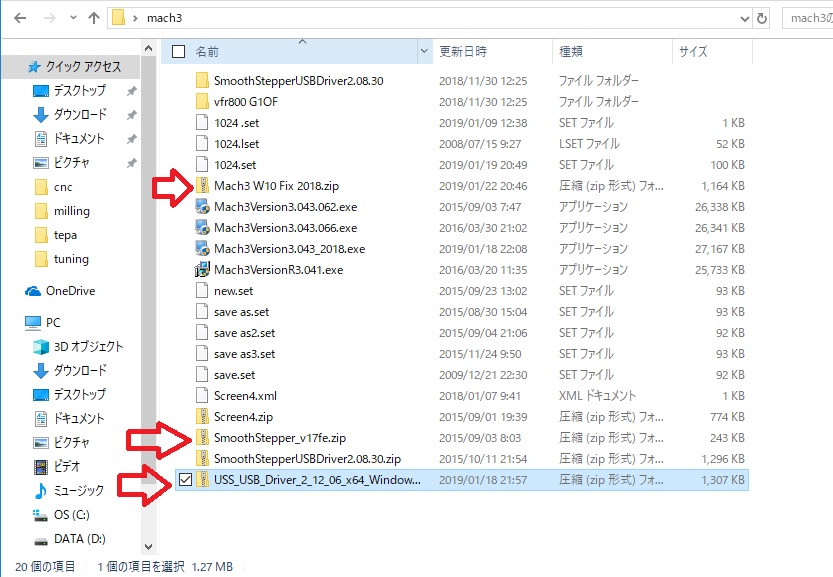
MACH用のプラグインSmoothStepper_v17fe.zipはここからダウンロードします。
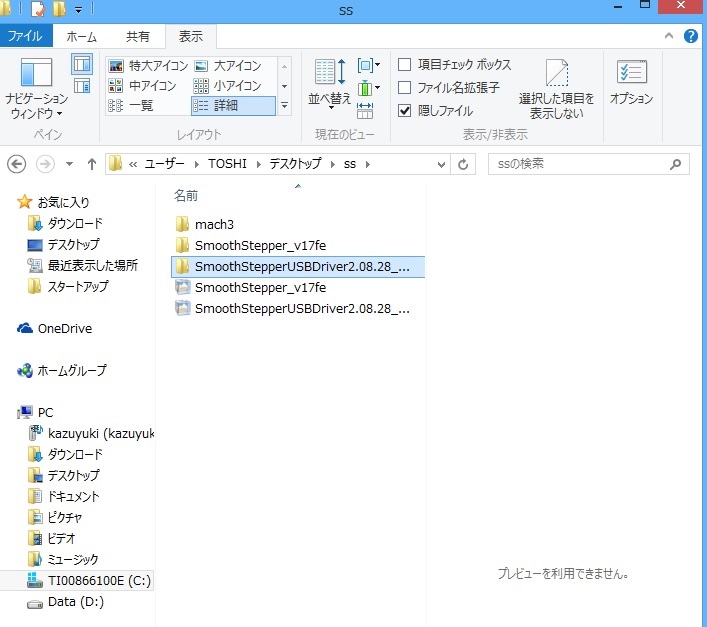
PCに適当なフォルダーを作成しまとめて おくと分かりやすいです。 左の画面はドライバーファイルが圧縮されてすので 解凍をいておきます。
英語版のマニュアルも一緒にここからダウンロードします。
ダウンロードしてください
次に、
 プラグインインストール
ダウンロードしたプラグイン(*.m3p)を
ダブルクリックするだけです。
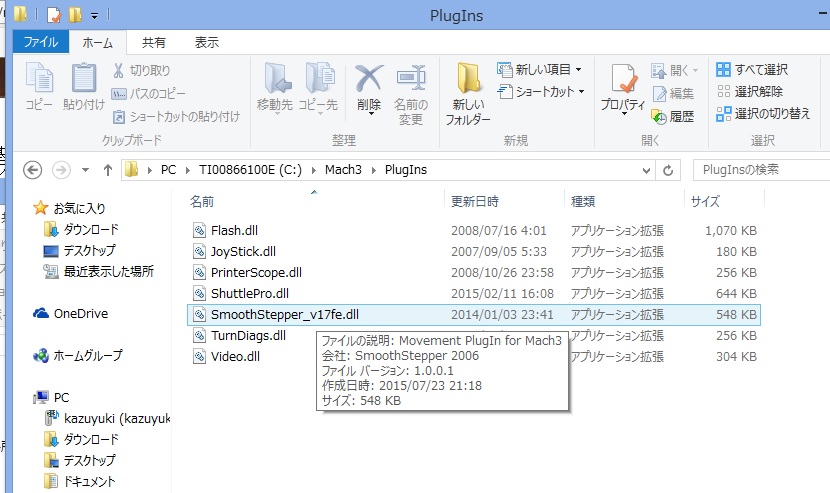
確認するには
machをインストールしたフォルダーないの
PlugInsフォルダーを開くと
SmoothStepper_v17fe.dll
ファイルが追加されていることを確認できます。
プラグインのアップデートのときは
あらかじめ古いSSのプラグインを
削除しておいたほうがいいです。
プラグインが二つあるとエラー表示されます。
これでプラグインのインストールは終わりです
プラグインインストール
ダウンロードしたプラグイン(*.m3p)を
ダブルクリックするだけです。
確認するには
machをインストールしたフォルダーないの
PlugInsフォルダーを開くと
SmoothStepper_v17fe.dll
ファイルが追加されていることを確認できます。
プラグインのアップデートのときは
あらかじめ古いSSのプラグインを
削除しておいたほうがいいです。
プラグインが二つあるとエラー表示されます。
これでプラグインのインストールは終わりです
SSをPCに接続するとウイザードが立ち上がって、指示に従って進んでいくと終了することができます。すると、「ドライバーは正しくインストールされませんでした」の表示がでると思います 。
この段階で正しくインストールされてないので、おおむね次の手順でインストールします。
ドライバーの更新で検索すると、写真入りで、載っていると思います。次あたりが参考になると思います。
ダウンロードドライバのインストール(Windows 8.1/8)
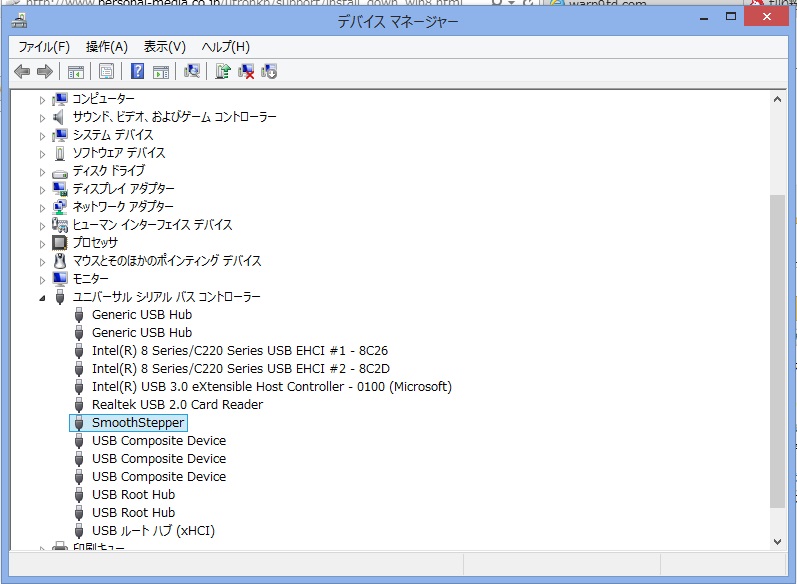 デバイスマネージャのSmoothStepperのびっくりマークが消えると、正しくインストールされたことになります。
デバイスマネージャのSmoothStepperのびっくりマークが消えると、正しくインストールされたことになります。
びっくりマークの付いたUSBをクリックし、ドライバーの更新をクリック、smoothstepperのダウンロードをしたフォルダ内にWindows8があるのでそれをクリックし更新する。
SS基板単独のテスト方法をmabo教わりました。
SSになにもつながないで、USBに接続すると、
青LED→点灯
赤LED→点灯
になります。
ここからMACHを立ち上げると、
青LED→点灯のまま
赤LED→点滅(ついたり消えたりを繰り返します)
緑LED→点灯
2、フォトセンサーの論理
SECさんに教わりました。SECさんの改造基板は、ここ と ここ
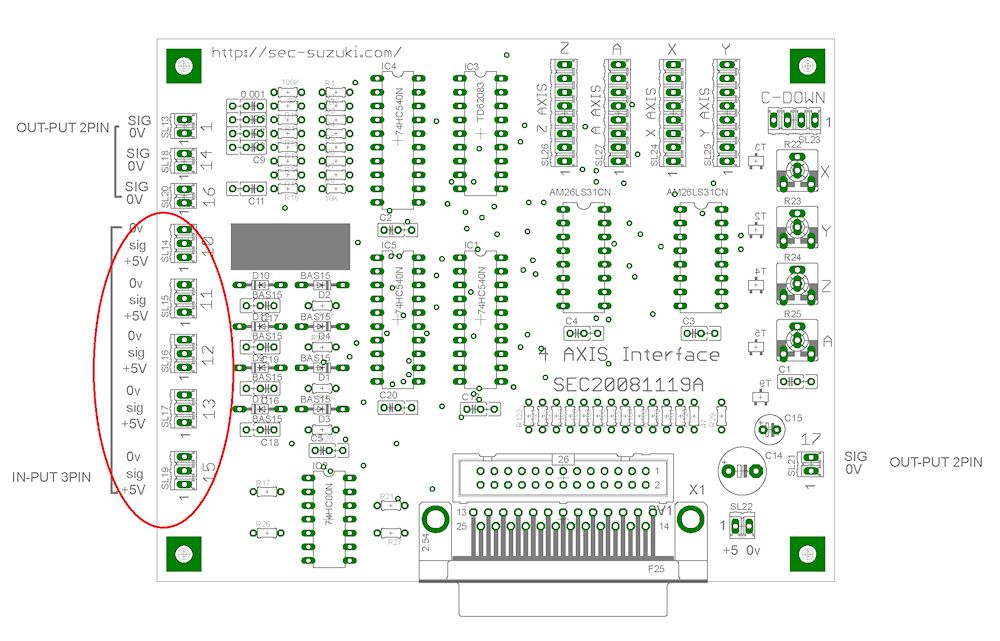
添付図のように、3Pコネクターの
1 5V
2 INPUT
3 0V
、に成っています センサーの電源と出力を接続します
***************************************
フォトセンサーの論理
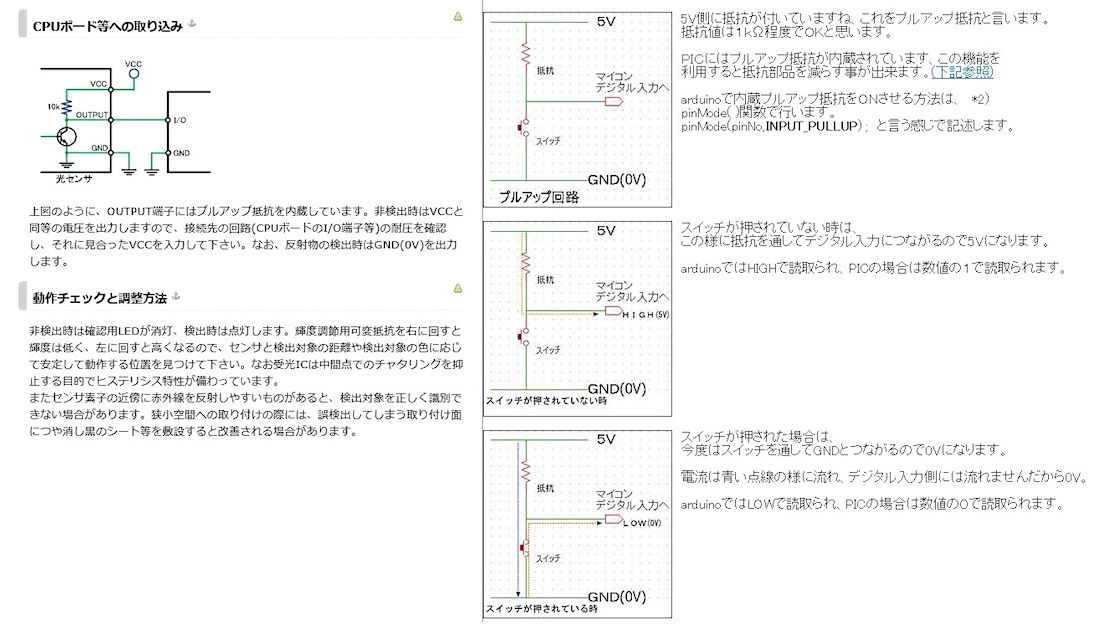
CNCインターフェースの入力が プルアップしています
センサーが断線時 ハイレベルに成ります
その時、マシン異常などの動作に移行します
正常な動作時しゃ光時 ハイレベルに成ります・・・ドックがセンサースリットを遮光したとき
その動作のセンサー型番は EE-SX4009-P1 に成ります
行きと戻りのオーバーラン、原点の 計3個使用
それぞれ単独入力 3軸分
***************************************
カタログ値
ローレベル出力電圧
しゃ光時:EE-SX3009-P1
入光時:EE-SX4009-P1
ハイレベル出力電圧
入光時:EE-SX3009-P1
しゃ光時:EE-SX4009-P1
***************************************
依って、遮光時ONを使えば、EE-SX4009-P1
SEC基板の注意点、SECさんからの回答より
Q、SS基板からSECさんの標準と改造基板への給電は、ACアダプターではなく、SS基板から給電でき るか?
A:
これは、可能ですが、条件付きです。
SS基板の電源はUSBからの物です
パソコンの電源で外部の回路やセンサーなど駆動するならば、消費電力・ピーク電流など把握して行ってください

フォトインプランタLG248D1
リミット・ホーム用に自分が使ったフォトインプランタは、 プルアップ抵抗を付けないと動作しません。
SECさんの基板には、論理ICの各端子にプルアップ抵抗があります。
なので、フォトインプランタLG248D1が、SECさんの基板にドンピシャだと思いました。 メーカーは、光電子 ソケットはめ込み方式であったので、差し込み部分を切り取り、ホッとボンドで内部を充填し、接着剤で固定しました。
購入先は 、ここ。
後から分かった事ですが、コーデンシのLG248D1は、遮光時Hiとか言う。 つまり、遮光されると、フォトインプランタが通電する状態をいう。
で、MACHの設定は、アクティHiとなる。
ちなみに、アクティブLoで動作する型番は、 LG248NL1
Omronでも大きさが同じものがある、それは、 EE-SX4235A-P2

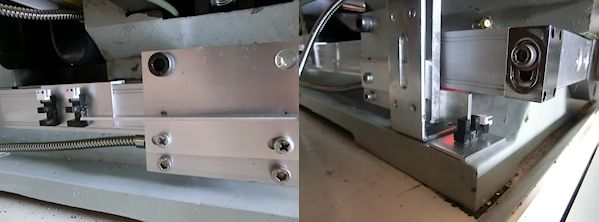
写真左:X軸、3個ありますね。その内、左端と中は、左右に来たときのLimitで、入力端子一つにセンサーを2個直列に繋いでいます。
右側は、ホーム用です。
写真中:Y軸 で、合成写真の左が、左からLimt,Home、合成写真の右が、Limit
写真右:Z軸は、HOME用に1個にした。写真は、前のものです。
Mach3の設定となるが、パラレルポートについても分かっていた方が良いです。
具体的には
1、モーター・フォトインプランタ用に(入出力用端子:2~9)
2、フォトインプランタに使う入力用端子:10、11、12、13、15
3、TRに印可する場合の出力用端子:1、14、16、17
用語
OverRide:覆す
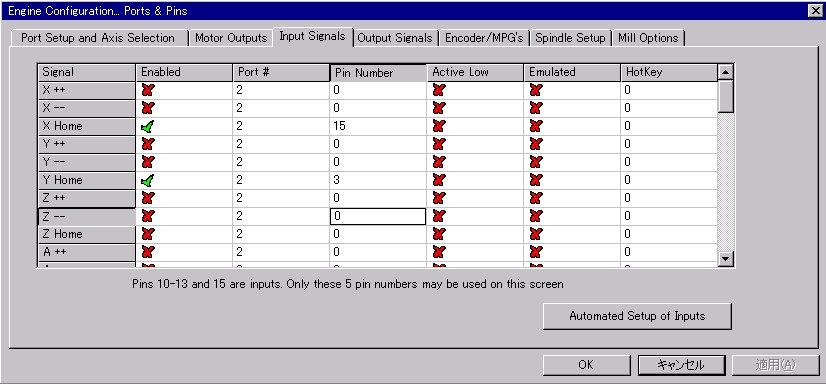
① IOポート設定
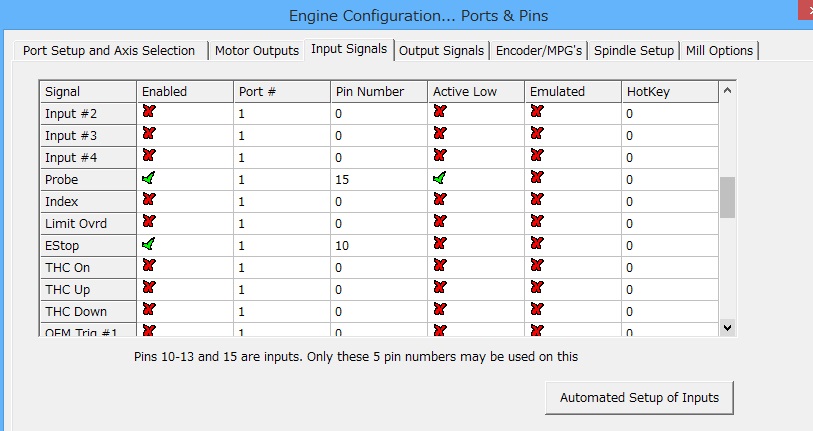
[Config] → [Ports and Pins] → [Input Signals] でセンサ入力を設定する。
X Home と、 Y Homeにポート番号とピン番号を設定する。
X++ :正側の動作限界。このセンサが反応すると非常停止状態になる。
X -- :負側の動作限界。このセンサが反応すると非常停止状態になる。
X・Y軸のセンサーの内、前後のリミットは直接に繋いで、インプット端子を一つで済むようにした。
写真を参照。
Z軸は、入力端子の数の関係で、ホームセンサー用に1つだけにした。
設定はこれだけです。一応I/Oチェックします。 ↓
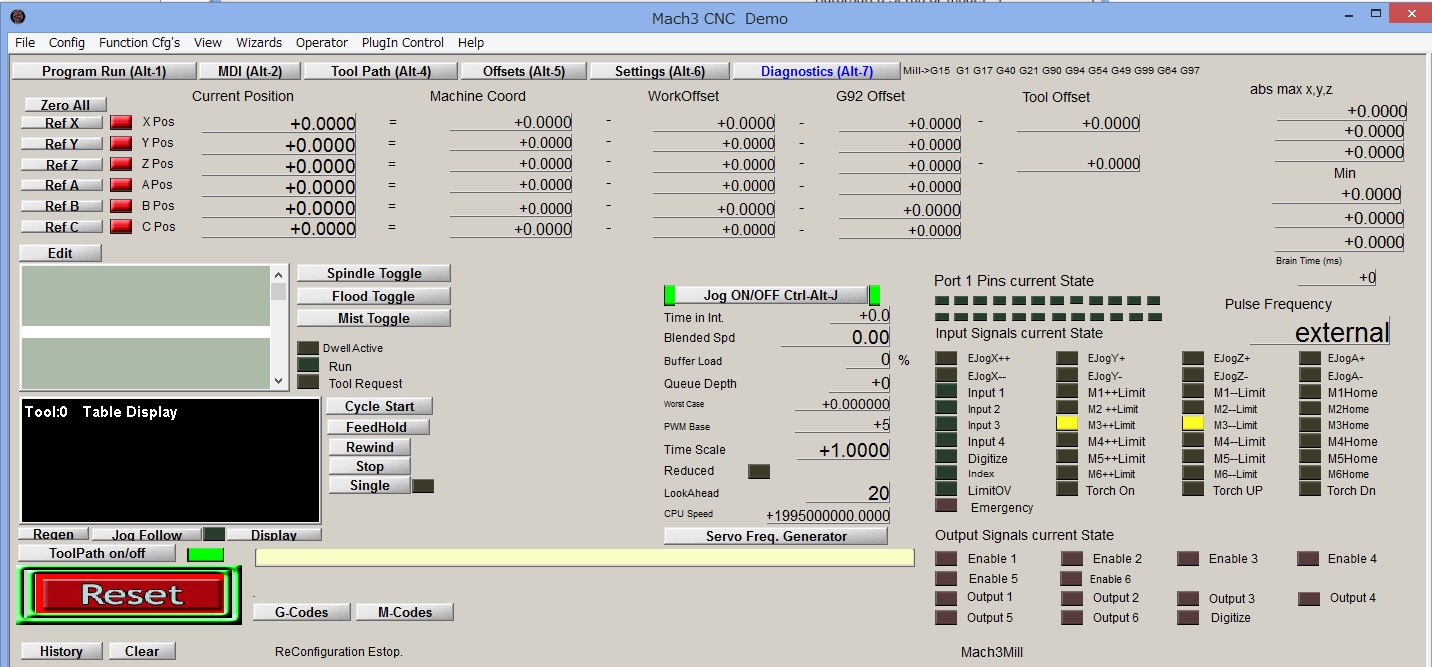 MachのDiagnosticsの画面で確認できます。
今回はM3(Z軸)の++ --をセンサを接続して、テスト。センサーを遮らないとLOW、さえぎると写真のようにHightとなり、黄色く点灯します。
MachのDiagnosticsの画面で確認できます。
今回はM3(Z軸)の++ --をセンサを接続して、テスト。センサーを遮らないとLOW、さえぎると写真のようにHightとなり、黄色く点灯します。
諸兄によると、MAHC3とSS、SEC標準基板、SEC改造基板の一連性を確認できたので、
機械の原位置復帰の動作設定となるが、 現物での設定の方がわかりやすいので、センサを本体に取り付け後に行うことにします。
② 原点あわせ動作の設定
◆[Soft Max][Soft Min]:
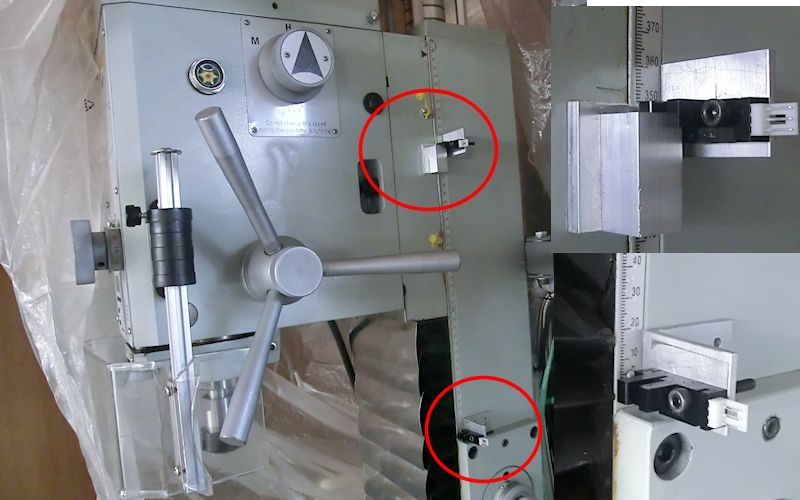
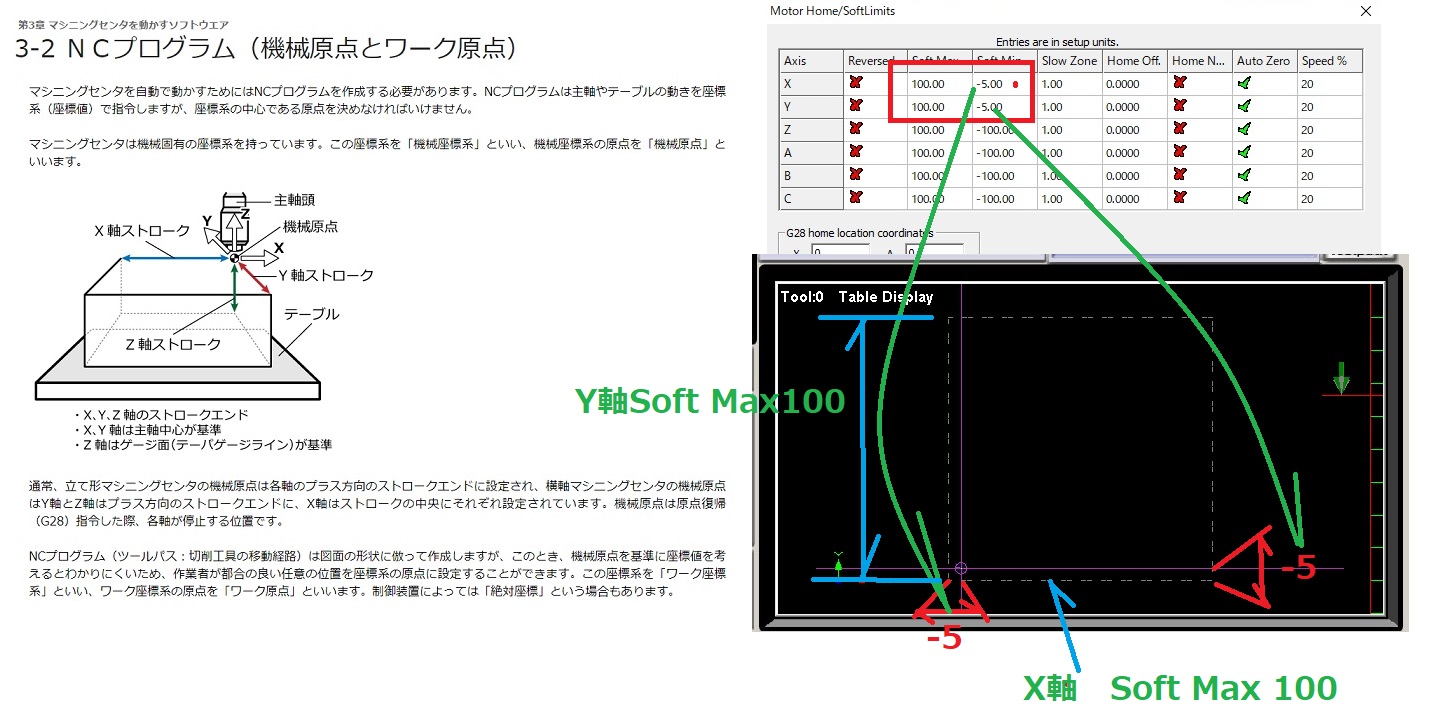 合成写真左:マシニングセンタは、機械原点を設けてこの点を基準にしている。点は、各プラスエンドに設ける。
合成写真左:マシニングセンタは、機械原点を設けてこの点を基準にしている。点は、各プラスエンドに設ける。で、マッハ3には、ソフトリミットという便利な仕掛けがあって、センサーの代わりになる。
といっても、機械座標においてだけのようだ。 だから、ワーク原点の加工には使えない。
写真右上:[Config] → [Homing/Limits] で座標軸の設定をする。
Soft Maxは、機械基準点からプラス方向の最大移動地点、この地点で、自動停止する。例では、+100mm
Mach3の画面でもその設定の様子が確認できる。
Soft Miniは、機械基準点から、マイナス方向の最大移動地点、例では、-5mm。
使い方
Homeクリックし機械基準点に移動、Mach3画面のX,Y,Zクリックして3軸を0にセット、mach3の画面にある、Machine Cord'sクリック、
Soft Limitsクリック
◆[Home Off.]
センサ位置が実際の可動限界からどのくらいズレたところにあるか設定するパラメータ。
◆[Home Neg]
ヘッドが原点を探しにいく方向を指定する。
今回の場合、各軸のゼロ側 (負側) に原点センサを設けたのでHome Negにチェックをつける。
設定を間違えるとヘッドがセンサの無い方向に原点を探しにいくため、事故のもと。
◆[Auto Zero]
この列にチェックをつけると、ヘッドが原点に移動したあと機械座標がリセットされる。
ヘッドだけ原点に戻って、機械座標がリセットされないのでは意味がないのでチェックをつける。
◆[Speed]:
原点あわせするときの送り速度。モータ設定の最大速度に対するパーセンテージで指定。
③ 信号の確認
 メイン画面の[Diagnostics]の画面で、信号が正しく認識されるか確認する。
メイン画面の[Diagnostics]の画面で、信号が正しく認識されるか確認する。手動でヘッドを動かすとか、紙でセンサを反応させるなどして、原点センサが反応したときだけ「M1 Home」 「M2 Home」の黄色ランプが点灯することを確認する。
この画面で動作がうまくいかないときは、問題点を修正して動作がうまくいくまで原点設定ボタンを押さないこと。過走事故のもと。
3、ポンプ
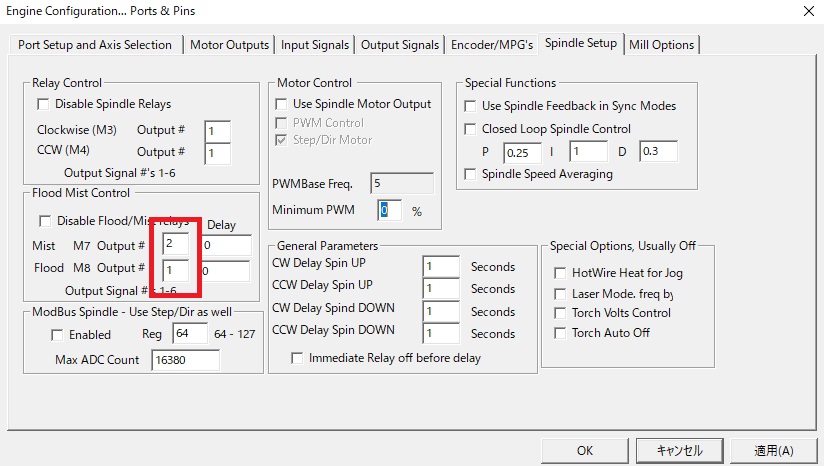 MACHの設定ですが、私はSEC基板の1番にポンプ用の端子としたので、赤枠をSEC基板の1に設定
MACHの設定ですが、私はSEC基板の1番にポンプ用の端子としたので、赤枠をSEC基板の1に設定画面雄開き方は、CONFIG→ Spindle Setup
続いて、Config→Ports and pins→Output Signalsを順次開きます。 ↓
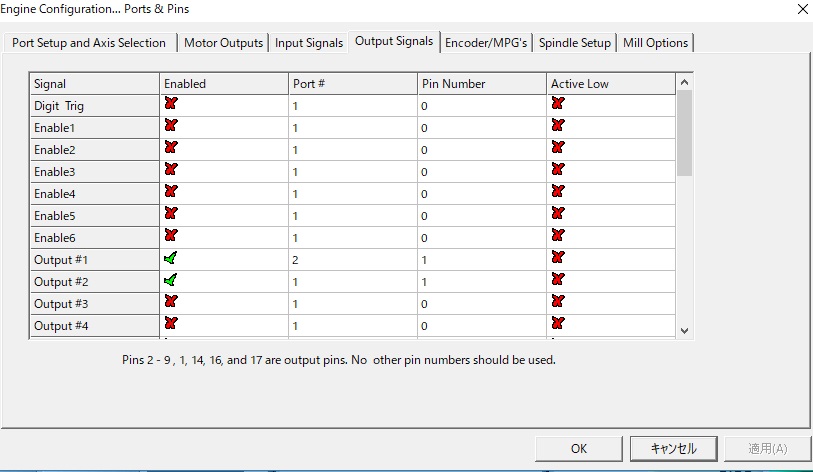 out ptu#1をポンプ用の端子としたので、out ptu#1の行、Enableをチェック、基板は、port2使用なので、portは2とし、pin numberは1
out ptu#1をポンプ用の端子としたので、out ptu#1の行、Enableをチェック、基板は、port2使用なので、portは2とし、pin numberは1ネガティブ信号が必要な場合は、右端のActive Lowにすると(反転出力)onの時にHiからLowになる。
SECさんのHPから回路図を探しました。例えばパラレルポートの12番ピンに適用した場合、SECさんの基板では、 パラレルポート12番ピンからIC4のY4→A4→SL16(コネクター)の2番ピンへ出力されるのではと思います。
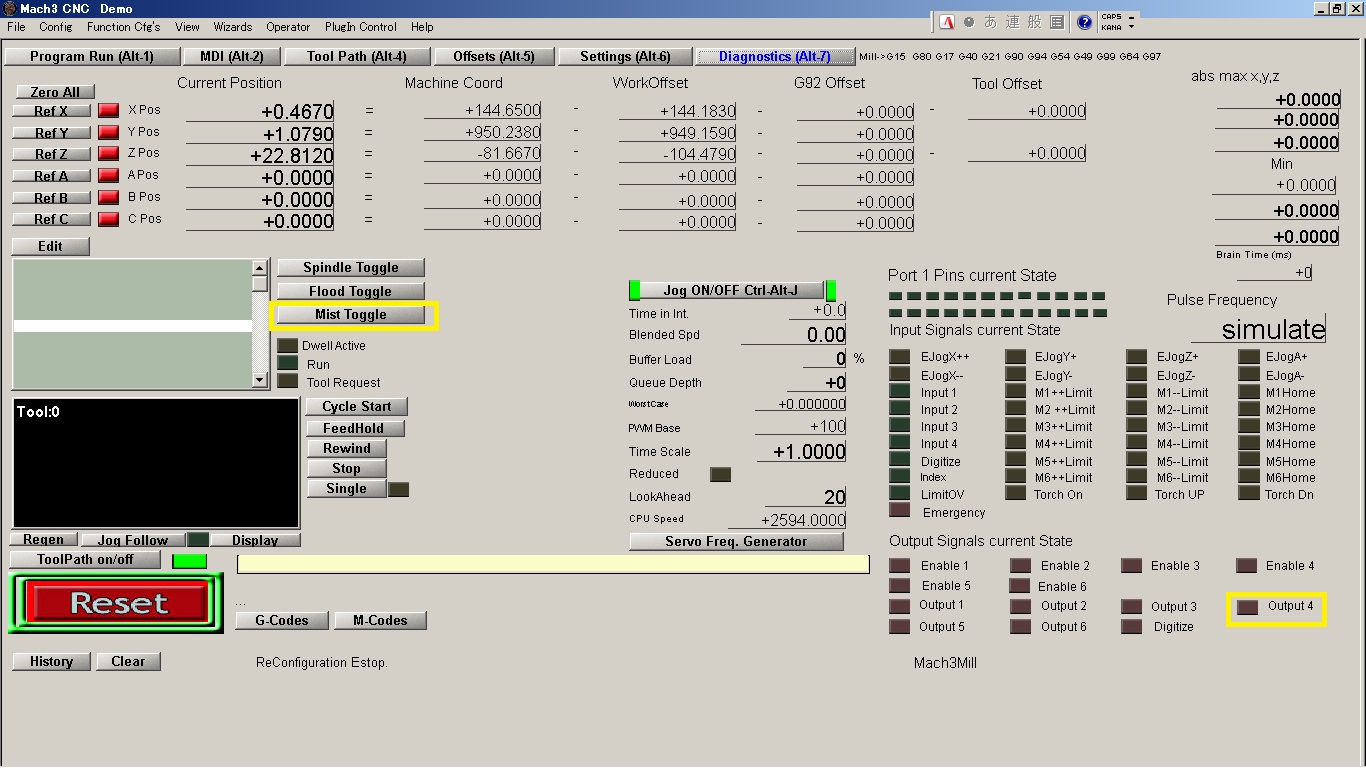 Diagnostic(Alt 7)の画面で、Mist Tgleの四角を
クリックして、右下のoutput 4(本来は1)の四角に赤が点燈します。
赤の点灯に従って、CNC基盤に接続した蛍燈が点灯すれば
OKです。
しかし、Active Lowにチェックが入っているので、反対の動作
になります。
Active Lowを外すと、同じ動作をするようになりますが、
MACHを終了したときに、蛍燈が点灯します。実際の動作
だと、MISTが動作したままになるという困ったことになり
ます。
これを解決するのに、プルアップ抵抗を外して、プルダウンとします。 下
Diagnostic(Alt 7)の画面で、Mist Tgleの四角を
クリックして、右下のoutput 4(本来は1)の四角に赤が点燈します。
赤の点灯に従って、CNC基盤に接続した蛍燈が点灯すれば
OKです。
しかし、Active Lowにチェックが入っているので、反対の動作
になります。
Active Lowを外すと、同じ動作をするようになりますが、
MACHを終了したときに、蛍燈が点灯します。実際の動作
だと、MISTが動作したままになるという困ったことになり
ます。
これを解決するのに、プルアップ抵抗を外して、プルダウンとします。 下
SECさんからの回答
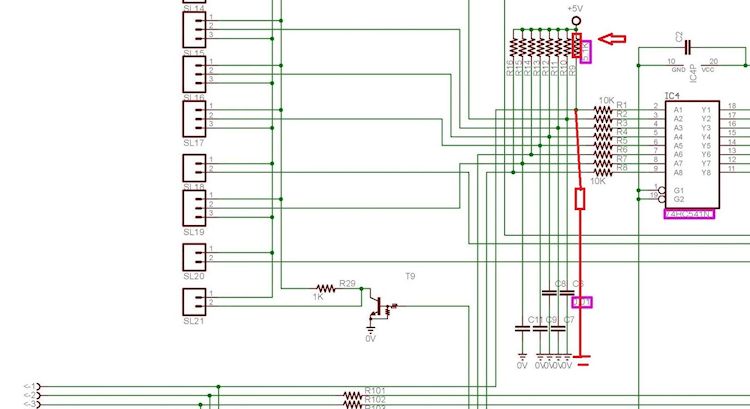 +5Vのプルアップを取り除き
0Vへプルダウンとする
1,14,16ピンの何れを利用しても良いです
+5Vのプルアップを取り除き
0Vへプルダウンとする
1,14,16ピンの何れを利用しても良いです
4、EStopの設定
EStopの設定
デジタル信号のHiとLow
スイッチとして、Trを使った場合、ベースへ印可したら、コレクタ側に繋がれたIC に掛かる電圧は、位相は逆になる。なので、ベース側が、ONの時、エミッタ側はOffとなる。
この仕掛けが、MACH3のAcLowとかかわってくる。
これが、電気関係の最終形です。
次に、やっと分かったことがある、それは、MACHのActiv HiとかLow
この意味は、例えば、信号を受けるリレー等が、信号を受けて、接点が、ONとなり、電流がGND側に落ちた時、ICのInPutの端子は、Lowレベルとなる、
この時、リレーを操作する、センサーが遮光時ONのセンサーなら、センサーはHiだけど、ICのInPut端子は、電流がGNDに落ちるから、Lowとなる、この状態を
MACHでは、Activ Lowとしているようだ。
ここに、デジタルICのHiとLowの説明があります。
ところで、ESTopの設定も、SECさんに教わりました。
Q: EStopは、どういった役割なのでしょうか?
A: 暴走したとき、等 緊急停止です。私はテスト時によく使います。画面のESTOPが点滅時、非常停止中です
解除は原因を取り除いた後マウスカーソルでESTOPをクリックします。
> ヒロさんの記事にEStopの記事があり、設定には、Ac Lowもチェックを入れています。
スイッチは常時ONのスイッチが望ましいです=アクティブHI
常時OFFの場合、プルアップ抵抗にて常時HIです
動作時LOW=Ac Low に成ります
三菱のサーボ回路図を見て
DOCOMとALM
サーボアンプのDOCOMをSEC基板のIN10の0V端子へ繋ぐ
サーボアンプのALMをSEC基板のIN10のSIG端子に直接接続可能です
汎用入力が余っていれば、 サーボをそれぞれ別の入力端子に繋いだ方が異常時判別しやすいです
DOCOMはDICOMの電源のマイナス側に成っていますが、問題ないです
また、フォトカプラの必要性は、無いです。 サーボからオープンコレクターで出ているからです。
その他に、外部にリレーで受けて接点を各サーボの正常時オンの接点で、直列=シリーズ にして1個の入力に接続してもいいです
結局
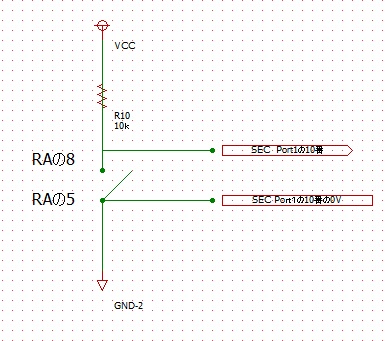 サーボアンプ制御に使っていたomuronのリレーMY3にある、8と5の端子が余っていたので、SEC基板の10盤のSIG端子から、この8に繋ぐ
サーボアンプ制御に使っていたomuronのリレーMY3にある、8と5の端子が余っていたので、SEC基板の10盤のSIG端子から、この8に繋ぐ5から、SEC基板の10番の0V端子に繋いだ。
こうすれば、サーボアンプのALM信号により、EStopを動作できる。
 忘備録として、AcLow、プルダウンプルアップは、ここ、
また、フォトセンサーを使った場合のプルアップは
ここ
忘備録として、AcLow、プルダウンプルアップは、ここ、
また、フォトセンサーを使った場合のプルアップは
ここ
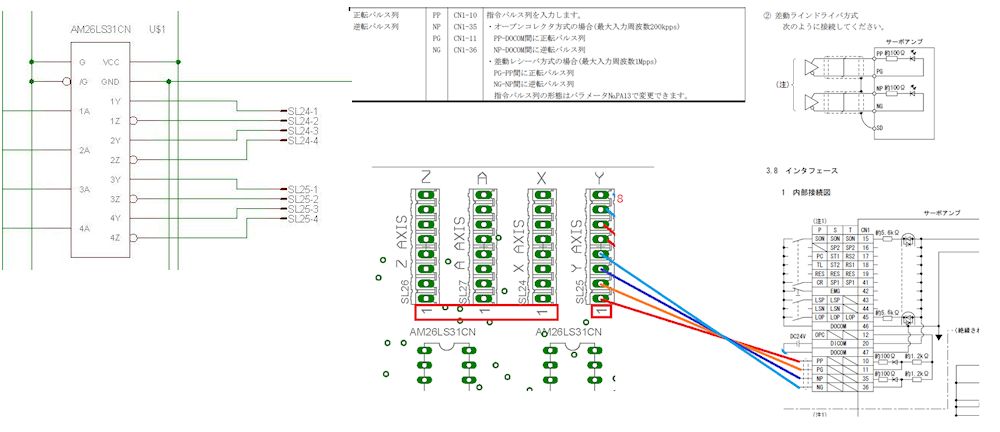
5、サーボモータ 標準基板の接続
 SECさん回答
SECさん回答1、同軸の4線4巻は、X/Y/Z用として、改造基板とサーボアンプのPP・PG、NP・NGを結ぶ?
A:
PP・PG、は 赤、黒 NP・NG は 白、緑 でお願いします
SEC改造基板2~9ピンの入出力端子をサーボへ繋ぐ方法
SECさん
X 8PIN-1PIN=ポート2の2
X 8PIN-3PIN=ポート2の3
X 8PIN-7PIN=+5V
X 8PIN-8PIN=0V
Y 8PIN-1PIN=ポート2の4
Y 8PIN-3PIN=ポート2の5
Y 8PIN-7PIN=+5V
Y 8PIN-8PIN=0V
Z 8PIN-1PIN=ポート2の6
Z 8PIN-3PIN=ポート2の7
Z 8PIN-7PIN=+5V
Z 8PIN-8PIN=0V
A 8PIN-1PIN=ポート2の8
A 8PIN-3PIN=ポート2の9
A 8PIN-7PIN=+5V
A 8PIN-8PIN=0V
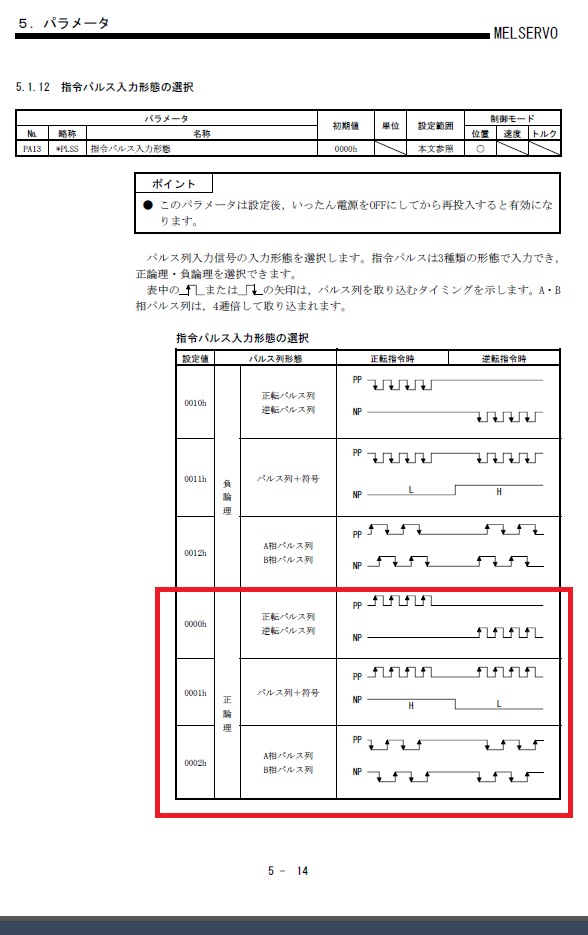
サーボモータ 指令パルスと端子
 SECさんの掲示板
SECさんの掲示板回転方向変更はDIR LOWACTIVEを有効無効で行います
SEC回答:サーボアンプ側で回転方向が変更可能ならそれでもいいです 回転方向がドライバー側で変更出来ない物の説明です DIRの論理を反転すると回転方向が変化します、という説明です
技術書5-14を参考に、正論理 パラメータ0001

6、MACHの設定とSSとSEC基板とSEC改造基板
MACHを日本語に振り替えた写真を借りました。
 。
。SSやSECさん基盤をヒロさんから教えていたた事柄です。
ヒロちゃん
2015年01月02日 08:57
> 手動パルス発生器の繋ぎ方
PC→SS基板→CNC基板→サーボパック
↑
手パ
となります。
ヒロちゃん
2015年01月04日 09:29
> ヒロさんの説明にポート1とあります。 どういった意味なのでしょうか?
> 例えば、MACHのPORT#1なら、MACHのPORT#1の設定で通常のCNCインターフェース基板に信号を送るとかですか??
A
Machは基本的に、パラレルポートの接続を原則にしているソフトです。
パラレルポートで送れる信号には限りがあります。
一つのポートで合計17の入出力になりますが、それで使いたいすべての機能が賄えない場合パラレルポートを増設して入出力を増やすことが可能です。
増設したパラレルポートがポート2やポート3になるわけです。
そのため、設定画面では、ポート〇の〇番ピンで出力or入力しますよみたいな設定をしてあげなければいけません。
そして、パラレルポートの代わりにSS基板を使うわけですが、USBSS基板は『ポート1』『ポート2』そして手動パルス発生器用として『ポート3』が使えるようになります。
> ヒロさんの使われている基板は?
『PC』→『USBバージョンのSmoothStepper』ポート1→『SEC製新型CNCインターフェース基板』→サーボ
がメインで、
『USBバージョンのSmoothStepper』のポート2→『SEC製MACH P0RT2 2-9PIN-INPUT基板』
そして、
『USBバージョンのSmoothStepper』のポート3→『MPG』
としています。
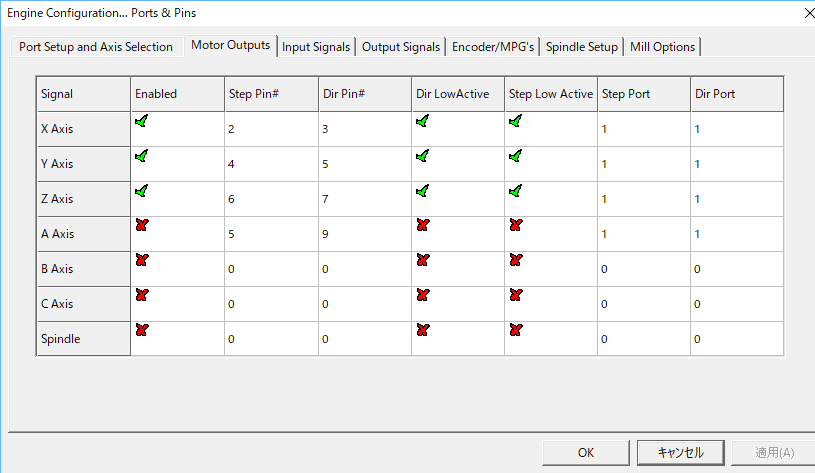
6、MACHの設定
以下は、例です。
****** Enabled StepP♯ Dir Pin♯ DirLowActiv
X Axis check 2 3 check
Y Axis check 4 5 check
Z Axis check 6 7 check
****** Enabled Port Pin No Activ Low
OutPut check 2 1 check
****** Enabled Port Pin No Activ Low
EStop-------check 1 10
X Home-----check 1 11
X ++ check 1 12
X -- check 1 13
Y Home check 2 10
Y ++ check 2 11
Y -- check 2 12
Z ++ check 2 13
Z -- check 2 15
Current Posion : 現在位置
Work offset :相対座標
machinr coordinate: 機械座標
MACHINE COORD'Sはマシン座標の事なので、「REF ALL HOME」をして、ホームスイッチが反応した時に勝手に0にしてくれます。多分。
7、パラメータ設定
位置制御モード:PA01:0000
電子ギヤ :PA06 X軸・Y軸=32768、Z軸:32768
:PA07 X軸・Y軸=625、Z軸:125
使ってみたら、Z軸は、誤差(12mmで、-0.023mm)が出たので、分子のPA6を33380に設定
X軸とY軸も誤差が出たので、cliblationを実施。
条件 ボールねじピッチ 5mm、 減速比 Z軸1/5 他1、 1パルス当たり1μmで移動
指令パルス入力の形態:PA13=0001
11、作業を終えて
購入先のSECさんには一言いいたいです。もっとお客を信じて大事にした方が発展すると思います。 それと、総額、9万ほど使いました。
庶民感覚としては、エアコンを買えると思います。 説明書は必要と思いますよ。
2015/9/4 追記
 衝立を取り付けました。 アルミ複合版を使いました。軽いし、電磁波をアルミの板で遮ってくれるはずです。
衝立を取り付けました。 アルミ複合版を使いました。軽いし、電磁波をアルミの板で遮ってくれるはずです。
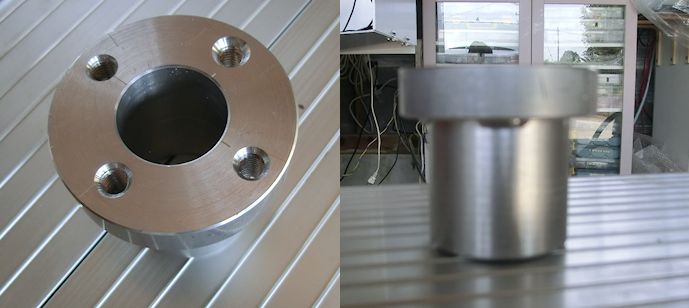 面倒にして最後に片付けたのが、排水管のライン。 写真は、ALのフランジです。
面倒にして最後に片付けたのが、排水管のライン。 写真は、ALのフランジです。
 液体パッキンでシールしました。 網目は、勿論CNCで加工しました。
液体パッキンでシールしました。 網目は、勿論CNCで加工しました。
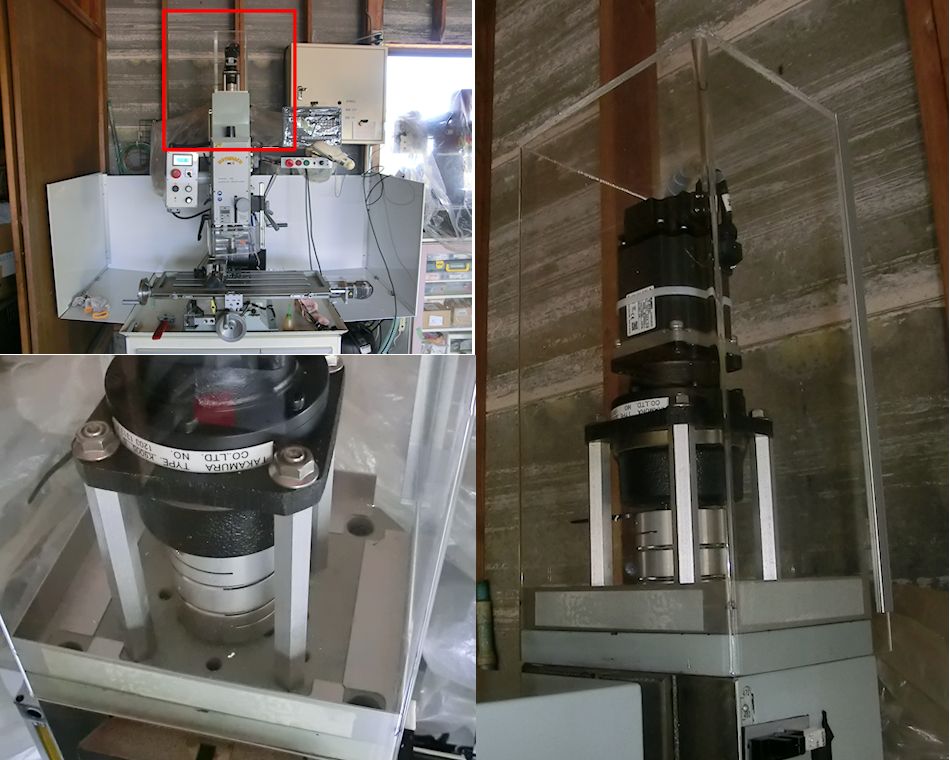 Z軸の防塵カバーです。アクリル板を手曲げで、3方向に曲げた後、裏板をAlのアングルで抑えてあります。
Z軸の防塵カバーです。アクリル板を手曲げで、3方向に曲げた後、裏板をAlのアングルで抑えてあります。四角いバケツです(笑