2015. 9.22丂憱峴嫍棧丂68,800km 儅僢僴3偺Motor Tuning & Bachlash 曗惓

僔儖僶乕僂僀乕僋傕屻敿丄媣乆偵廐偺岲揤婥偺拞傪寉偔250倠倣憱偭偰偒傑偟偨丅
峴愭偼丄幁栰嶳偺嬨廫嬨扟岞墍偱偡丅丂媣乆偵忔傝傑偟偨偑丄憱傝姷傟偨摴偱傕丄憉夣偱偟偨丅
傗偭傁丄僶僀僋偼庤曻偣傑偣傫丅
婣戭屻丄嶐擔偐傜偺丄儅僢僴3偺俵倧倲倧倰丂俿倳値倝倗傪傗偭偮偗偨丅
傗偭偰傒偰婥偑晅偄偨揰
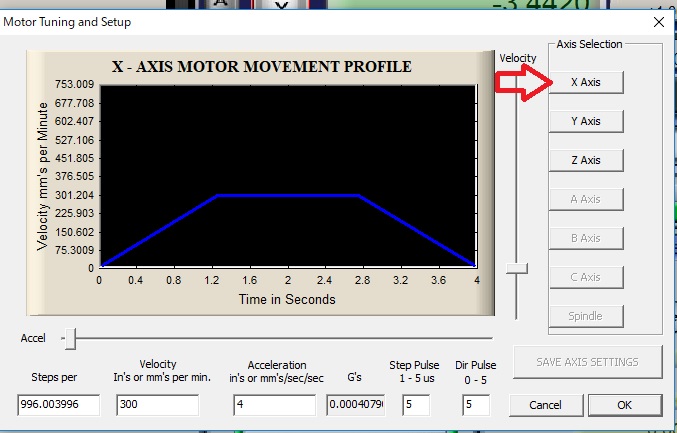
憲傝検偲揹巕僊儎偼斾椺偟偰偄傑偡丅 傑偨丄憲傝検偼丄俽倲倕倫丂俹倕倰偺悢抣偲傕斾椺偟偰偄傑偟偨丅 嬶懱揑偵偼丄 揹巕僊儎偺悢抣傪戝偒偔偡傞偲丄憲傝検傕憹偊傑偡丅 摨條偵丄 俽倲倕倫丂俹倕倰偺悢抣傕戝偒偔偡傞偲憲傝検傕懡偔側傞丅丅
峔丂丂惉
侾丄揹巕僊儎
俀丄俵倧倲倧倰丂俿倳値倝値倗
俁丄僶僢僋儔僢僔儏曗惓
係丄嶌嬈傪廔偊偰
侾丄揹巕僊儎
揹巕僊儎偼丄32768/625丂偱偡丅丂寁嶼偼丂伀丂媄弍彂丂暸5-8
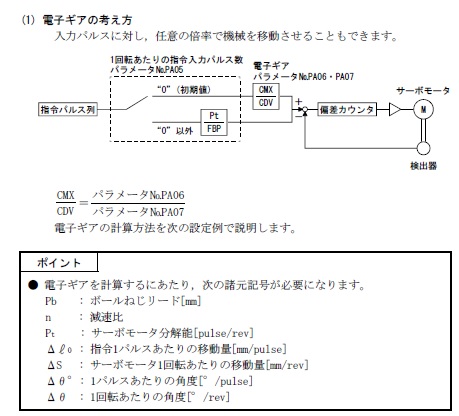
変丂ML4偺忦審
偹偠僺僢僠俆倣倣
尭懍斾1
僒乕儃暘夝擻丂262144乮p/r)
偙偺応崌丄1僷儖僗偱1兪倣憲傞偵偼丄
俠俵倃乮揹巕僊儎暘巕乯丂乛丂俠俢倁乮揹巕僊儎暘曣乯丂亖丂儮倢乮1僷儖僗摉偨傝偺堏摦検丗倣倣/倫乯亊倫倲乮僼傿乕僪僶僢僋僷儖僗悢丗262144丂倫/倰乯亐儮倱乮儌乕僞1夞揮摉偨傝偺堏摦検丂倣倣/倰乯
揹巕僊儎偼丄寁嶼偡傞偲丂仺丂32768/625
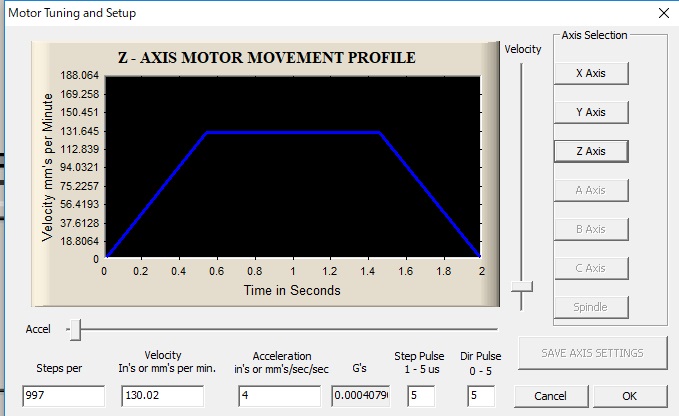
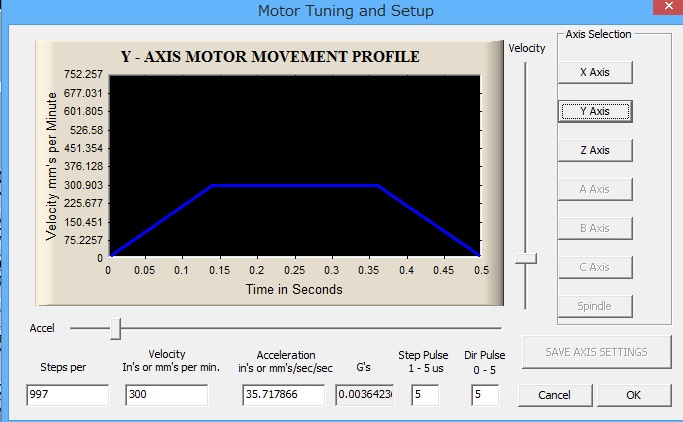
幚嵺偼丄屻晅偗DRO偺悢抣偲儅僢僴偺DRO偺悢抣傪崌傢偣傞偨傔偵丄X丗32905/625丄Y丗X偲摨偠丄Z:32940/124
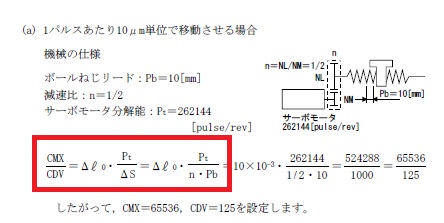
俀丄俵倧倲倧倰丂俿倳値倝値倗
侾僷儖僗摉偨傝憲傝検乮儮l乯丂倣倣/倫丂亖丂僒乕儃儌乕僞1夞揮摉偨傝堏摦検乮儮S乯丂倣倣/倰丂亐丂僼傿乕僪僶僢僋僷儖僗悢乮倫倲乯262144丂倫/倰
偙傟偵丄揹巕僊儎偑偐偐傢偭偰偔傞偺偱
儮倢亖儮S/Pt丂亊丂揹巕僊儎乮32768/625乯
丂丂亖俆丂/丂262144丂亊丂32768/625
丂丂亖0.001004
儮倢偼丂倣倣/倫丂側偺偱丄
侾丂亐丂0.001004
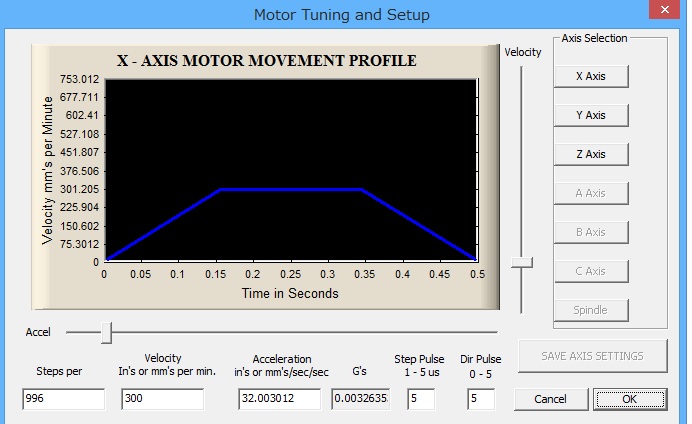
傪寁嶼偡傞偲侾倣倣憲傞偺偵996.016僷儖僗偱偟偨丅
偙偺悢抣傪儅僢僴偺俽倲倕倫丂俹倕倰偵擖傟傞偲丄 偨偟偐丄彫悢揰埲壓戞侾偺悢抣偑崌偄傑偣傫偱偟偨丅
偱丄俽倲倕倫丂俹倕倰傪揮偑偟偰傒傞偲丄
俁幉偼丄幨恀偺條偵側傝傑偟偨丅丂伀
尨場偼丄
僇僢僾儕儞僌傗丄僥乕僽儖偺堏摦偵敽偆掞峈側偳偑偁偭偰丄 寁嶼捠傝偵偼偄偐側偄偲巚偄傑偟偨丅
偹偠偺僺僢僠偩偭偰丄俆倣倣側傫偩傠偆偐丄傎傫偺彮偟偱傕堘偆傫偠傖側偄偩傠偆偐偲巚偄傑偟偨丅
師偼丄栆媿儘僢僋偝傫偲偺傗傝庢傝偱偡丅
> 傗偼傝丄屻晅偗俢俼俷偲儅僢僴偺俢俼俷傪崌傢偣傞偵偼丄俽倲倕倫丂俹倕倰偺悢抣偱丄挷惍偡傞偟偐側偄偺偱偼丠丠
偦偆偩偲巚偄傑偡傛丅偦傟偑堦斣娙扨偩偲巚偄傑偡丅偱傕
> 悢抣傪揮偑偟偰丄屻晅偗偺俢俼俷偲悢抣偑崌偆傛偆偵偟傑偟偨丅
偲婛偵傗傜傟偨偺偱偟傚丠偦傟側傜DRO崌傢偣偼廔傢偭偰偄傞偺偐偲巚偆偺偱偡偑丅
姰慡偵崌傢偣傞偙偲偼弌棃傑偣傫傛丅摨婜偟偰偄側偄偺偱丅
傕偆堦夞悢抣崌傢偣傪傗傜傟傞偺側傜丄儅僔儞乮幉乯偺抂偲抂偱應偭偰偔偩偝偄丅
乮傕偟偔偼DRO偺抂偲抂乯丅偦傟偱峑惓偟偨傜丄偦傟埲忋偼柍偄偐偲巚偄傑偡丅
幚嵺丄儃乕儖偹偠帺懱丄乽儕乕僪惛搙(mm) 亇0.21/300乿偲偐彂偄偰偁傞傛偆偵惓偟偄惈奿側幉乮僱僕乯偼
偁傝傑偣傫丅惓妋側儅僔儞偵偟偨偗傟偽丄拞搑敿抂側抣偱傕偟傚偆偑側偄偙偲偱偡丅
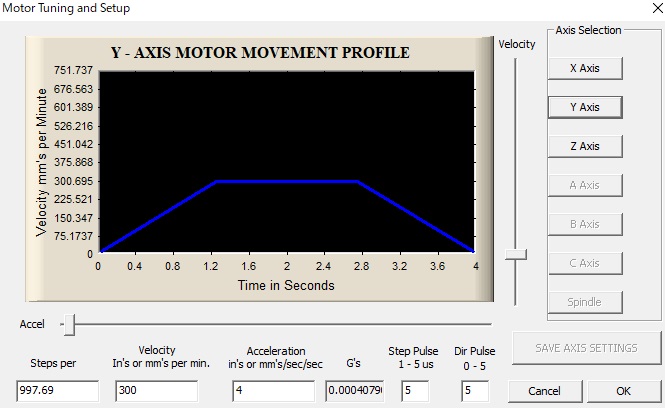
婥偵側偭偨偺偼儅僔儞偺嵟崅抣偑F300傗F120偵側偭偰偄傞偲偙傠偱偡丅
儃乕儖偹偠仌僒乕儃儌乕僞側傜傕偭偲弌傞傛偆偵巚偄傑偡丅
帺暘偺応崌
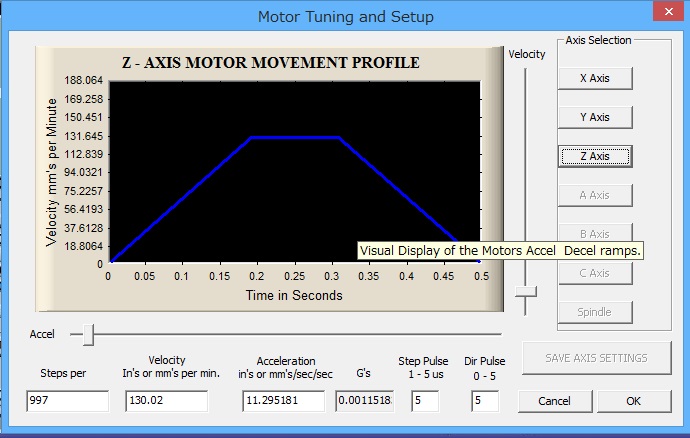
倁倕倢o們i倲倷丂300丂曽朄偼丄伀
俶俠倁俠偵偮偄偰偄偨丄Inti300偺婡夿忣曬傪奐偔偲俧00偱偺丄堏摦懍搙丂300偲側偭偰偄偨偺偱丄
偙偺300偵崌偣傑偟偨丅丂幚嵺偼丄愗嶍帪偺怳摦傪姶偠側偑傜丄夞揮悢傕挷惍偟偰偄傑偡丅
栆媿儘僢僋偝傫偵Velocity傪嫵偊偰捀偒傑偟偨丂伀
STEP PER偼寛傔偨扨埵乮MACH偺応崌偼mm偐僀儞僠偐慖戰偱棃傑偡乯
偦傟偱丄偦偺扨埵偑乽1乿恑傓偩偗偺僷儖僗悢傪擖傟傠丄偲偄偆棑偱偡丅
幚嵺丄1000僷儖僗偱1儈儕恑傓偺偵2000傪偄傟偨傜2儈儕扨埵偺怴偨側広搙偑偱偒傑偡丅偮傑傝丄2儈儕偱DRO偺昞帵偑1.000偱偡丅
乮1僀儞僠側傜25.4mm側偺偱25400傪偄傟傞丄偲摨偠偙偲偱偡乯
偦傟偱丄嵟崅懍搙乮velocity乯偼愝掕偟偨扨埵偱堦暘娫偵恑傓嫍棧偱偡
乮1僀儞僠偺25400傪擖傟傟偽昞帵偺悢帤偼摨偠偱傕丄扨埵偑俥仜仜乽僀儞僠乿偲側傝丄25.4攞偺僗僺乕僪偱恑傒傑偡乯
慜婰偺撪梕偱偡偑丄偙偺丄俽倲倕倫丂俹倕倰偺悢抣偼丄侾倣倣恑傓僷儖僗悢偲側偭偰偄傑偡偑丄俀侽侽侽傪擖傟偰傕丄侾侽侽侽傪擖傟偰傕丄偳偪傜傕侾倣倣恑傫偩偺偱丄
偙偙偼丄戞1媊揑偵偼丄僷儖僗悢傪愝掕偡傞偨傔偺傕偺偩偲巚偄傑偡丅1000傪擖傟偰傕侾倣倣丄恑傓偟俀侽侽侽傪擖傟偰傕侾倣倣恑傓丅
俙們們倕倢
栆媿儘僢僋偝傫偵師偺揰傕嫵傢傝傑偟偨丅丂
acceleration偼嶼弌偡傞姶偠偱偼側偄偱偡丅摿掕偺抣偼偁傝傑偣傫丅
僌儔僼傪尒偰嵟崅懍偵側傞傑偱偵仜昩丄偵偟傛偆丄偲偄偆姶偠偱
僶乕傪挷惍偟偰偔偩偝偄丅
乮堏摦嫍棧偲偼柍娭學偱偡丅憗偡偓偩偲扙挷偟傑偡丅僄儞僗僩偺傛偆側傕偺偱偡丅抶偡偓偩偲僩僢僾僗僺乕僪傑偱帪娫偑偐偐傝傑偡乯
儌乕僞乕僠儏乕僯儞僌棑偱堏摦嫍棧偲娭學偺偁傞偺偼STEP PER偩偗偱偡丅
幚嵺偼丄嫵壢彂捠傝偱偼偁傝傑偣傫丅寁嶼偟偰丄偦偺抣傪尦偵偟偰丄
揹巕僊儎傕壗搙傕楳偭偰偄傑偡丅
偦偆偄偭偨偙偲偺孞傝曉偟偱丄慻傒棫偰偰偒傑偟偨丅
俁丄僶僢僋儔僢僔儏曗惓
偙傟偼 摦夋僒僀僩偱敪尒偟傑偟偨丅
栆媿儘僢僋偝傫傕嫵偊偰壓偝傝傑偟偨丅
僶僢僋儔僢僔側傜丄TR偝傫偺儅僔儞側傜娙扨偱偡丅
1.X幉傪-曽岦偵偪傚偭偲摦偐偟偰偦偺揰偱儅僔儞偲MACH偺DRO傪椉曽0偵偡傞
2.MACH偱X1.0乮偝偭偒偲媡曽岦乯偵摦偐偡丅
3.偦偺帪儅僔儞偺DRO偑0.975側傜1-0.975偱丄僶僢僋儔僢僔0.025mm偱偡丅
婛偵悢抣偑擖偭偰偄偨傜偦偺悢抣+0.025偵偟偰偔偩偝偄丅

AL斅偐傜丄俁倣倣孈傝壓偘偰墌宍傪孈傝弌偟偨丅丂廫帤偵寁應偟偨偑丄僲僊僗偱偼丄嵎偑暘偐傝傑偣傫偱偟偨丅
俆丄嶌嬈傪廔偊偰
悽偺拞丄抦偭偰偄偰傕抦傜傫傆傝傪偡傞恖偑偄傑偡丅丂偱傕丄恊愗側恖傕偄傑偡丅
崱夞傕丄椙偄恖偲弰傝崌偄傑偟偨丅栆媿儘僢僋偝傫丄桳擄偆丅
2018/06/08丂捛婰
Calibration 丗妑惓
嵟廔揑偵偼丄妑惓 師偵丄妑惓偑昁梫偱偡丅 丂
Alt-6丂僋儕僢僋丂僥乕僽儖傪摦偐偟僎乕僕乽侽乿崌傢偣丂丂夋柺嵍壓丂乽Set Step per unit乿僋儕僢僋丂丂Axis丂僠僃僢僋
Ok僋儕僢僋丂丂Answer This丂椺丂1.0倣倣偩戙擖丂丂丂Ok僋儕僢僋丂僥乕僽儖偑摦偔丂丂僎乕僕傪撉傓丂
Answwr This丂偵撉傒傪擖傟傞丂丂丂Ok僋儕僢僋丂丂Set for Per Uint偺寢壥昞帵丂丂Ok僋儕僢僋
Config Motor Tuning僋儕僢僋丂丂夋柺偺嵍壓偺Steps Per偵憱傜偣偨屻偺抣傪擖傟傞丂丂丂Ok僋儕僢僋