
2015. 8.17丂憱峴嫍棧丂68,500km 俵俴4丂丂Auto Tool Zero
僶僀僋偺曽偼丄嫍棧偑怢傃傑偣傫偹乣丄偱傕丄偨傑偵忔傝偨偔側傞偺偱丄庤曻偣傑偣傫丅
榖戙傢偭偰丄俵俴係丄僆僾僔儑儞偼丄俵俙俠俫偺婡擻偱偁傞丄丂俙倳倲倧丂Tool 倅倕倰倧丄偙傟偼丄惀旕傗傝偨偐偭偨丅丂偁傞偍曽偺僽儘僌傪傒偰丄偦偙偺mabo偝傫偵嫵傢傝傑偟偨丅
姶幱丂姶幱偱偡丅
峔丂丂惉
侾丄僠儍僞儕儞僌偺懳嶔
俀丄僶儔僢僋偱幚尡
俁丄儅僢僴偺愝掕
係丄僾儕僙僢僞乕
俆丄嶌嬈傪廔偊偰
丂丂2016/2/7丂捛婰
侾丄僠儍僞儕儞僌偺懳嶔
丂僠儍僞儕儞僌傪僱僢僩偱挷傋傞丄僓僋僓僋偲弌偰偒傑偡丅丂伀
http://www.marutsu.co.jp/pc/static/large_order/1405_311_ph
偙偺僗僀僢僠偺彫崗傒側奐暵偲偄偆傗偮偑丄僨僕僞儖俬俠偺岆嶌摦偵側傞傜偟偄丄偦偙偱丄娙扨偦偆側懳嶔傪庤帩偪偺杮偱挷傋傞偲丄丄丄
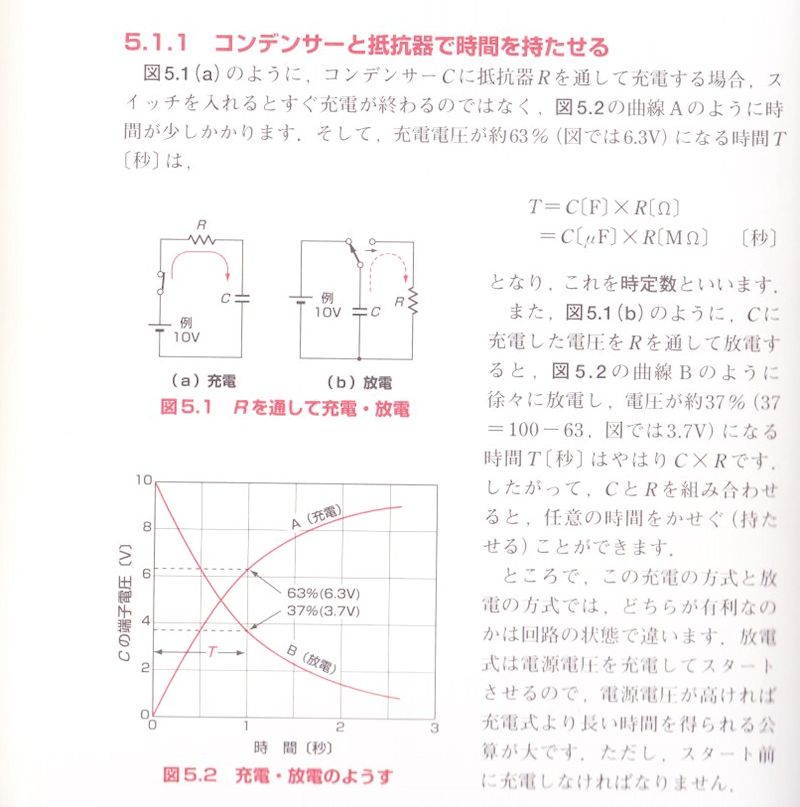
偁偭偨偹乣丄俠偲俼傪慻傒崌傢偣傞丅丂慜婰偺俫俹偱偼丄僗僀僢僠偵傛傝堎側傞偗偳丄悢100兪sec乣悢10msec掱搙側偺偩偦偆偱偡丅丂偙偺娫傪偠傫傢傝偲揹埑傪惂屼偡傟偽偄偄傛偆偱偡丅
帪掕悢偲偄偭偰丄俿亖俠亊俼丂偲偄偆娙扨幃偱偡丅

幨恀偼丄杤偵偟偨偺偱弅彫丅丂棟桼偼丄偙偺壓懁偵偁傞丅丂尒偨偐偭偨傜丄僋儕僢僋偟偰偔偩偝偄奼戝偟傑偡丅
偙偆偄偭偨椺傕偁傝傑偡丅嶲峫掱搙偱偡丅
僐儞僨儞僒丂82p俥丄掞峈丂俀k兌
帪掕悢偼丄俿亖0.082兪俥亊俀倠兌丂側偺偱丄164兪sec
朸強偺挷傋偱偼丄朸惢昳偺僐儞僨儞僒掞峈偼丄僐儞僨儞僒偼丄侽丏侽侾俈兪俥丄掞峈偼丄1.5k兌丂偲偄偆偙偲偼丄
150兪sec
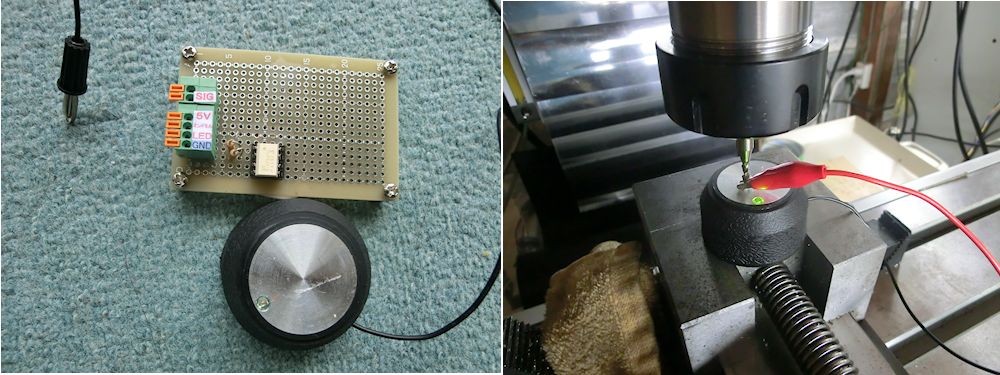
俀丄僶儔僢僋偱幚尡
寁嶼傪偟偰丄栚埨偑偱偒偨偺偱丄幚尡偱偡丅
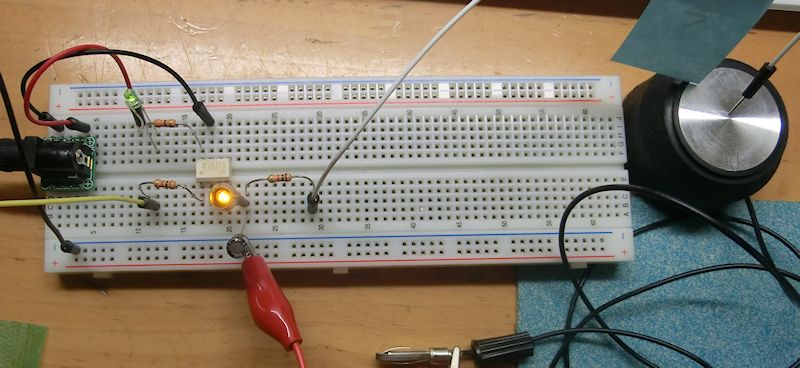 敪岝俴俤俢偱丄捠揹忬嫷傪栚帇偱偒傞傛偆偵偟傑偟偨丅
敪岝俴俤俢偱丄捠揹忬嫷傪栚帇偱偒傞傛偆偵偟傑偟偨丅敪岝懁偺揹尮偼丄DC24V傪偮偐偄傑偟偨偑丄愙怗帪偵僗僷乕僋偑戝偒偔姶偠偨偺偱丄杮斣偼丄俢俠俆倁偵偟偨丅
幚尡傪偟偰傒偰暘偐傝傑偟偨偑丄岆嵎偑偁傝傑偟偨丅丂偦偙偱丄俽俤俠偝傫偵暦偄偰傒傞偲丄僠儍僞儕儞僌偑偁偭偰傕丄巟忈側偄偲偺偙偲偱偟偨偺偱丄
俠丒俼偼丄奜偟傑偟偨丅
偦偙偱丄傑偨幚尡丄寢壥偼丄俠丒俼傪奜偟偰傕丄岆嵎偑偁傝傑偟偨丅丂偦偙偱丄偦偺岆嵎偺暘傪憹偡偙偲偵偟傑偟偨丅丂岆嵎偼丄0.05倣倣傎偳偺姶偠偱偟偨丅
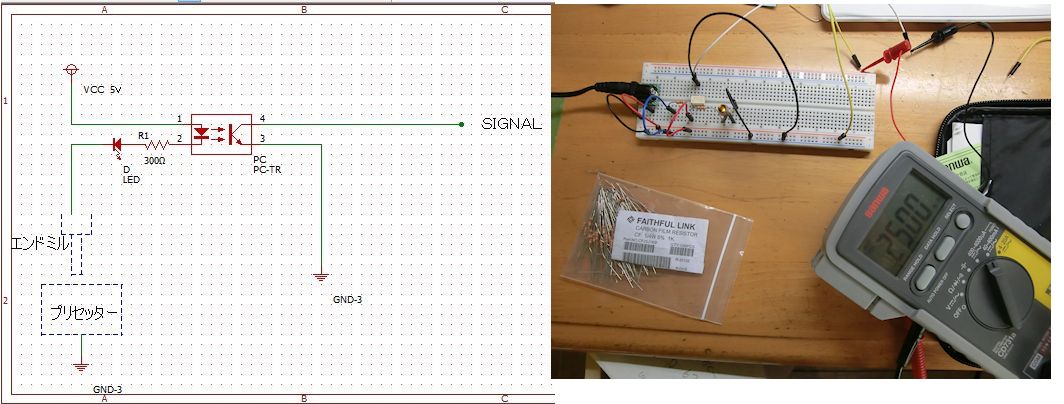
僔儞僾儖側嵍婰偺曽朄偱峴偔偙偲偵偟偨丅
Ie=25mA丂偙傟側傜丄栤戣側偟丅
DC5V偼俽俤俠婎斅偺擖椡抂巕偵僙僢僩偝傟偰偄傞抂巕偐傜偱偡丅
丂丂丂 俁丄儅僢僴偺愝掕
愭払幰偺曽乆偐傜嫵傢傝傑偟偨丅
http://mabo52.sakura.ne.jp/index.php?c=7-6
偐偄偮傑傫偱尵偆偲
侾丄俠倧値倖倝倗亅俹倧倰倲丂倎値倓丂俹倝値倕丂偱億乕僩偲僺儞偵偦傟偧傟丄抂巕偺斣崋傪愝掕
俀丄俢倝倎倗値倧倱倲倝們乮俙倢倲丂俈乯偺夋柺偱丄俢倝倗倝倲倝倸倕偺巐妏偑僌儕乕儞偺揰摂偡傟偽丄俷俲
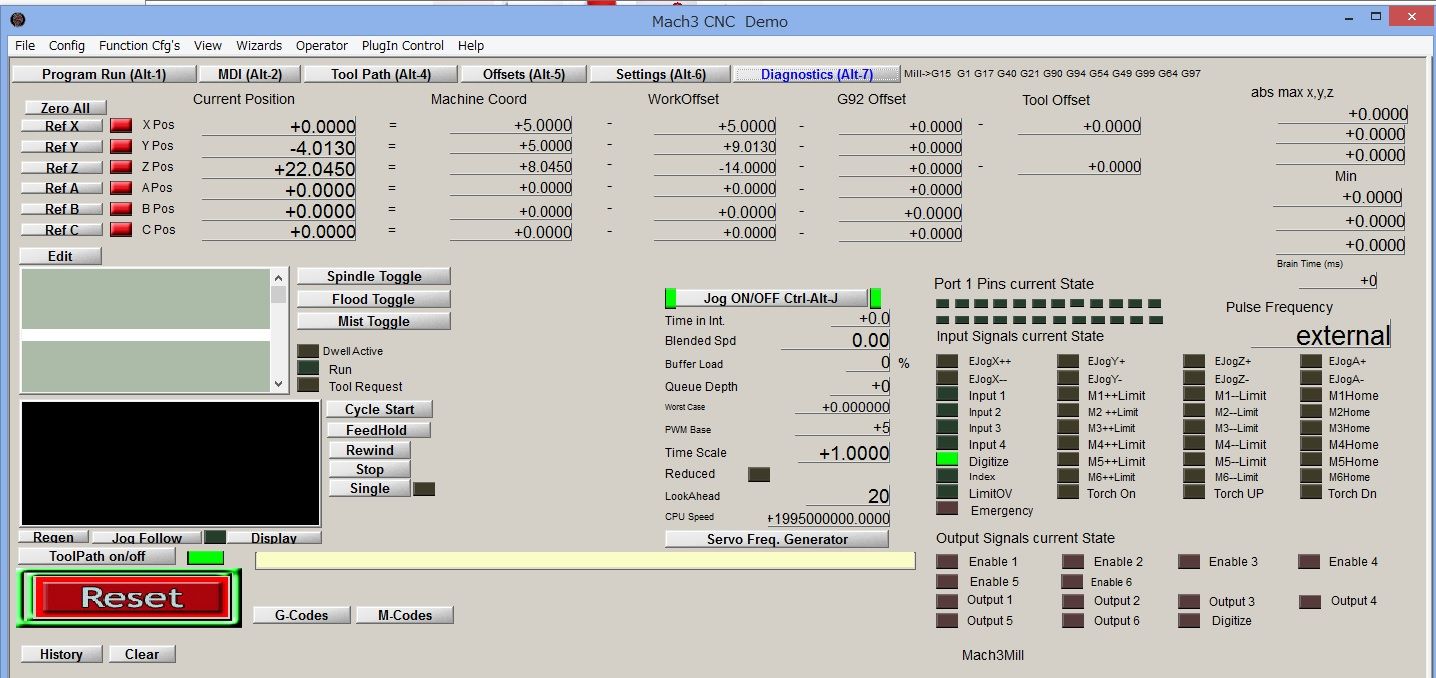
俁丄俷倫倕倰倎倲倧倰亅俤倓倝倲丂俛倳倲倲倧値丂俽們倰倝倫倲傪僋儕僢僋丄俙倳倲倧丂俿倧倧倢丂倅倕倰倧丂偺巐妏偑揰柵偟傑偡 丂偺偱丄偦傟傪僋儕僢僋偟偰丄倁俛偺彂偒崬傒傪偡傞夋柺偑尰傟傞偺偱丄壓偐傜丄僐僺儁偟傑偡丅
CurrentFeed = GetOemDRO(818)
DoSpinStop()
ZMove = 2.00 'Total lenght of Probe to move before Stop or no Contact Made.
ZOffset = 1.6 ' Plate Hight
'FUSION360偱嶌惉偟偨G僐乕僪偺嵟屻偵 G28 G91 僐儅儞僪偑偁傝丄
'僾儘僌儔儉愗嶍屻偵婲摦偡傞偲憡懳嵗昗宯偱摦偒弌偟偰岆摦嶌偡傞偺偱丄愨懳嵗昗宯偵曄峏偡傞丅
Code "G90"
ERR = 0
StartPos = GetDRO(2)
'G31僐儅儞僪偱摼傜傟傞嵗昗偼丄忢偵WORK嵗昗宯側偺偱丄
'摦嶌奐巒帪偵嵗昗宯傪妋擣偟偰丄婡夿嵗昗宯偺応崌丄WORK嵗昗宯偵愗傝懼偊傞
'僗僋儕僾僩撪偱偼忬懺偑斀塮偝傟側偄偺偱丄愗傝懼偊僐儅儞僪敪峴屻丄堦扷廔椆
If GetOemLed (16) Then '嵗昗宯傪妋擣
MSG = "DRO is Machine Coord."
Code "(**ERROR1**" & MSG & ")"
responce = MsgBox ( MSG , 0 , "DRO ERROR" )
DoOEMButton(256) '嵗昗宯傪愗傝懼偊
ERR = 1 '奐巒帪偺Z幉嵗昗偼0偱偁傞昁梫偼柍偄偑丄摦嶌偑夝傝偵偔偄偺偱0僗僞乕僩偵偡傞
'Z幉嵗昗傪妋擣偟偰丄0偱側偐偭偨応崌丄0偵愝掕偟偰丄堦扷廔椆丅
ElseIf StartPos<>0 Then 'Z幉嵗昗妋擣
MSG = "DRO Z is not 0."
Code "(**ERROR2**" & MSG & ")"
responce = MsgBox ( MSG , 0 , "DRO ERROR" )
Call SetDro (2, 0) 'Z幉嵗昗傪0偵愝掕
ERR = 1
ElseIf GetOemLed (825) Then '僾儘乕僽偺忬懺傪妋擣
MSG = "Check Ground Probe"
Code "(**ERROR3**" & MSG & ")"
responce = MsgBox ( MSG , 0 , "Probe ERROR" )
ERR = 1
End If
If ERR = 0 Then
StartPos = GetDRO(2) 'Z幉嵗昗庢摼丄昞帵偝傟偰偄傞嵗昗宯偱偺抣
StartPosM = GetOEMDRO(85) 'Z幉嵗昗庢摼丄婡夿嵗昗宯偱偺抣
StopPos = StartPos - ZMove
Code "G4 P2"
MSG = "move " & StartPosM & "/" & StartPos & "/" & StopPos
Code "( " & MSG & ")"
Code "G31 Z"& StopPos & "F6"
While IsMoving()
Wend
Probepos = GetVar(2002) '僾儘乕僽偲愙怗偟偨嵗昗庢摼丄忢偵WORK嵗昗宯偺抣偵側傞
Code "G0 G53 Z" & StartPosM '岆摦嶌懳嶔偺偨傔婡夿嵗昗偺僗僞乕僩埵抲傊栠傞
While IsMoving ()
Wend
Code "F" & CurrentFeed
If Probepos <= StopPos Then
MSG = "overshoot " & StartPos & "/" & Probepos
Code "(" & MSG & ")"
Code "(**ERROR4**" & MSG & ")"
responce = MsgBox ( MSG , 0 , "Probe ERROR" )
Else
ZZ = StartPos - Probepos + ZOffset
Call SetDro (2, ZZ)
MSG = "Z zeroed " & Probepos & "/" & ZOffset & " " & StartPosM & "/" & StartPos
Code "(" & MSG & ")"
End If
End If
Exit Sub
偙傟偱丄姰椆丅
屻偼丄杮斣偱偡偑丄戜嵗傪僥乕僽儖偵嵹偣丄僄儞僪儈儖偺僙儞僞乕傪戜嵗偵崌傢偣丄俵俙俠俫偺俙倳倲倧丂俿倧倧倢丂倅倕倰倧儃僞儞傪僋儕僢僋偡傞偩偗偱偡丅
係丄僾儕僙僢僞乕
崱夞偺僀儞僞乕僼僃乕僗偼丄娙扨丄僾儕僙僢僞乕偼僠儍僀僫惢丄俴俤俢傪晅偗偰偍偒傑偟偨偺偱丄愙偡傞偲暘偐傝傑偡丅
俫亖25倣倣
梋択偱偡偑丄幨恀偺婎斅傪弶傔偰巊偭偰傒傑偟偨丅姅幃夛幮栴搰惢嶌強丂丗丂椉柺僗儖乕儂乕儖僈儔僗僐儞億僕僢僩丒儐僯僶乕僒儖婎斅丂俠僞僀僾丂傔偭偒巇忋偘
偙傟偼丄寠偺拞偵丄偡偭偲敿揷偑擖傝崬傫偱丄戝曄巊偄埨偐偭偨偱偡丅
俆丄嶌嬈傪廔偊偰
偟偐偟丄嵟弶偐傜偙偆偄偭偨巇妡偗偑側偄偺偐偲偄偆偺偑杮壒丅
戝曄曋棙偵側傞偲巚偄傑偡丅
2015/8/23偙偺擔丄崱傑偱偺峔憐傪慡偰姰椆偟傑偟偨丅
2016/2/7丂捛婰
愭払幰偺曽偵嫵傢偭偰丄PIC偵傛傝丄愙怗屻丄僽僓乕偑偁傞堦掕帪娫偵側傞傛偆偵偟傑偟偨偑丄丄
帺暘側傝偵壛彍廋惓丅
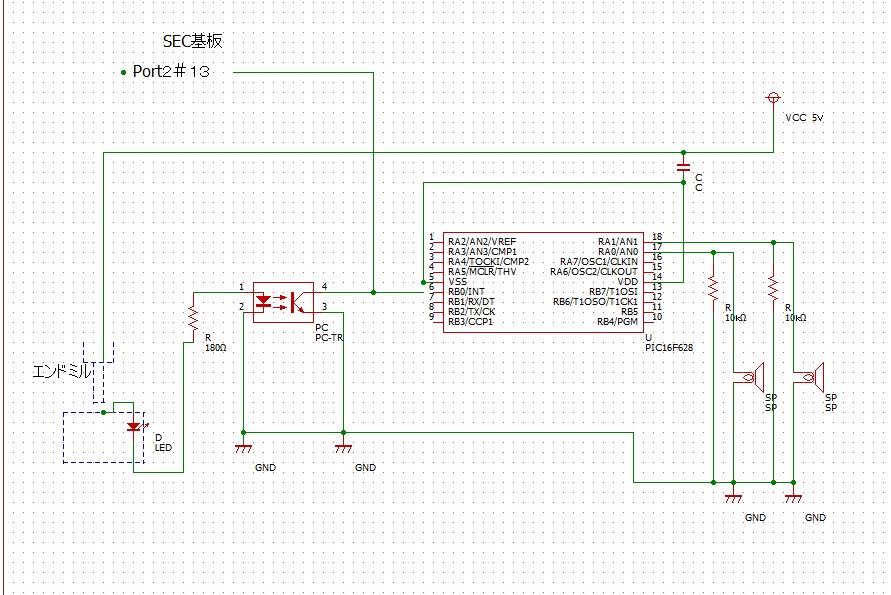
// 僞僀儅乕侽妱崬傒PIC16F1827
//RB0傪僞僢僠僾儘乕僽偲SEC婎斅傊
//RA0,RA1僽僓乕3昩娫揰摂
// 'C' source line config statements
#include
// CONFIG1
#pragma config FOSC = INTOSC // Oscillator Selection (INTOSC oscillator: I/O function on CLKIN pin) #pragma config WDTE = OFF // Watchdog Timer Enable (WDT disabled) #pragma config PWRTE = OFF // Power-up Timer Enable (PWRT disabled) #pragma config MCLRE = OFF // MCLR Pin Function Select (MCLR/VPP pin function is digital input) #pragma config CP = OFF // Flash Program Memory Code Protection (Program memory code protection is disabled) #pragma config CPD = OFF // Data Memory Code Protection (Data memory code protection is disabled) #pragma config BOREN = ON // Brown-out Reset Enable (Brown-out Reset enabled) #pragma config CLKOUTEN = OFF // Clock Out Enable (CLKOUT function is disabled. I/O or oscillator function on the CLKOUT pin) #pragma config IESO = OFF // Internal/External Switchover (Internal/External Switchover mode is disabled) #pragma config FCMEN = OFF // Fail-Safe Clock Monitor Enable (Fail-Safe Clock Monitor is enabled) // CONFIG2
#pragma config WRT = OFF // Flash Memory Self-Write Protection (Write protection off) #pragma config PLLEN = OFF // PLL Enable (4x PLL disabled) #pragma config STVREN = ON // Stack Overflow/Underflow Reset Enable (Stack Overflow or Underflow will not cause a Reset) #pragma config BORV = HI // Brown-out Reset Voltage Selection (Brown-out Reset Voltage (Vbor), low trip point selected.) #pragma config LVP = OFF // Low-Voltage Programming Enable (High-voltage on MCLR/VPP must be used for programming) // __delay_ms(), __delay_us()娭悢偑巊梡偡傞 #define _XTAL_FREQ 1000000
// 僾儘僩僞僀僾愰尵
void InitInterTimer0(void);
// 儊僀儞娭悢
void main(void) {
OSCCON = 0b01011010; // 撪晹僋儘僢僋廃攇悢傪1MHz偵愝掕
OPTION_REGbits.nWPUEN = 0; //撪晹僾儖傾僢僾桳岠 // 揹埑儗儀儖偺弶婜愝掕
PORTA = 0x00;
PORTB = 0x00;
// 擖弌椡愝掕 TRISA = 0b00000000;
TRISB = 0b00000001;
ANSELA = 0b00000000; //慡偰僨僕僞儖I/O偲偡傞 ANSELB = 0b00000000; // 僞僢僠僾儘乕僽偺揹埑撉傒崬傒梡偺RB0偺傒傾僫儘僌
// 僞僀儅0妱崬傒愝掕娭悢偺屇傃弌偟
InitInterTimer0();
// 妱崬傒慡懱偺嫋壜
GIE = 1;
event = 0; //弶婜抣僀儀儞僩柍偟RB3儘乕
// 塱媣儖乕僾
while (1) {
if (event == 0) { LATA1=LATA0 = 0;
}
if (event == 1) { LATA1=LATA0= 1; __delay_ms(3000); //3昩傑偮
LATA1=LATA0= 0;
event = 0;
}
} } // 妱崬傒僒乕價僗儖乕僠儞
static void interrupt isr() { if (RB0 == 1) {//pullup僀儀儞僩偑婲偒偰偄側偐偭偨傜
event = 0;//
} else {
event =1; } T0IF = 0; // 僞僀儅0妱崬傒僼儔僌傪僋儕傾
} // 僞僀儅0妱崬傒愝掕娭悢
void InitInterTimer0(void) {
OPTION_REG = 0b000000000; //僾儕僗働儔000丂丂5價僢僩亖侽撪晹僋儘僢僋巊梡丂WDT偼巊傢側偄
TMR0 = 0x00;
INTCONbits.TMR0IF = 0; //TMR0僼儔僌僋儕傾乕
INTCONbits.TMR0IE = 1; //TMR0妱傝崬傒嫋壜
INTCONbits.GIE = 1; //慡懱妱傝崬傒嫋壜
}