
2013.2.20 ドリル刃研磨
ドリルも6mm以上、且つ国産となると結構な値段です。 僕は、ドリル刃が再研磨できる事は以前から知っていましたが、難しいと思って諦めていました。
でも、有る作業を通じて、卓上ボール盤を買ったことがきっかけで、ドリルの研磨を覚えることにしました。
構 成
1、ストレートドリルの構造
2、両頭グラインダーによるドリル研磨
両頭グラインダーによるドリルの研磨は、切れ刃研磨とシンニングの2種類です。
① 切れ刃研磨
② シンニング
1、ストレートドリルの構造
ストレートドリルというのは、ドリルチャックに加えこむ部分が真直ぐなドリル刃をストレートドリルというそうです。JISではφ13.0mm までだそうです。
13.0mm 以上になると、掴み部分がテーパになっていて、テーパシャンクドリルと呼ぶそうです。
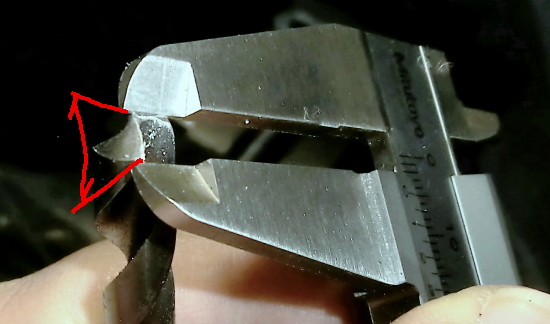
肝心の部分ですが、↓ ↓



写真左:赤矢印の角度を先端角と呼び118度
写真中:逃げ角と呼びます。角度は知りませんが、水平より若干開いている感じです。 この角度は大事です。
写真右:ヂゼル幅と呼びます。この幅は、0が最良です。
2、両頭グラインダーによるドリル研磨
両頭グラインダーによるドリルの研磨は、切れ刃研磨とシンニングの2つになります。
① 切れ刃研磨
切れ刃研磨は、切れ刃の研磨と同時に逃げ角を作ります。 素人は、逃げ角が大きくなり易いのだそうです。
実際、管理人もそうでした。 新品の逃げ角を良く観察し、新品の逃げ角をまねて研磨しましょう。
で、切れ刃の研磨を一定にする為、ガイド板とゲージ ↓ ↓
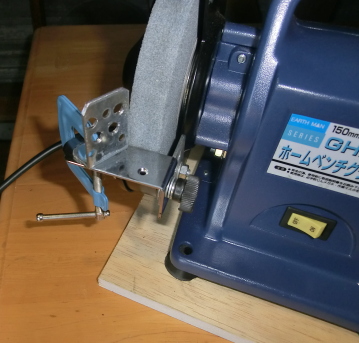

写真左:研磨中の刃先角を118度にする為に、写真のガイド板は必須です。
写真中:刃先角118度を確認するためには、ゲージが必須です。
ゲージは、百均で金尺を2枚購入し、リベットで固定してあります。
写真右:最終的には、ノギスで赤矢印の切れ刃の幅が左右対称かどうかを確認しましょう。
研磨に際して注意事項
 ドリルを水平にし、刃先を、砥石に対して直角に充て、次に、右にドリル径の1/3弱ねじりながら、上方に擦り上げる。
ドリルを水平にし、刃先を、砥石に対して直角に充て、次に、右にドリル径の1/3弱ねじりながら、上方に擦り上げる。若し逃げ角が大きいようでしたら、擦り上げるストロークと砥石に押しつける力を小さくします。
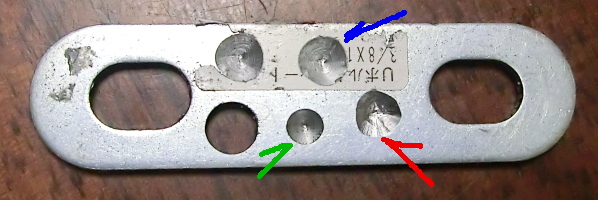
逃げ角が大きくなると、赤矢印の様に、円形が描けません。 青矢印は、逃げ角を小さくした結果、母材の穴あけ部分が円形に近くなっています。
緑矢印は、ドリル径が6mmのものですが、逃げ角がうまく合うと、こんなに綺麗な円形になります。 切削中もドリル刃は暴れません。
② シンニング

シンニングとは、心厚部分に切れ刃を作る研磨のことです。合成写真の様に赤矢印の幅を青矢印の幅の様にチゼル部分0に近付けることを言います。
シンニングをするとセンターポンチからドリルが外れ無くなります。
シンニングは3~10mm 程度の小径ドリルにこそ必要なのだそうです。
自分は、両頭グラインダーとリューターを使い分けています。
6mm以下は、リューターの方がシンニングはしやすいです。
両頭グラインダーでシンニングする方法は ↓ ↓
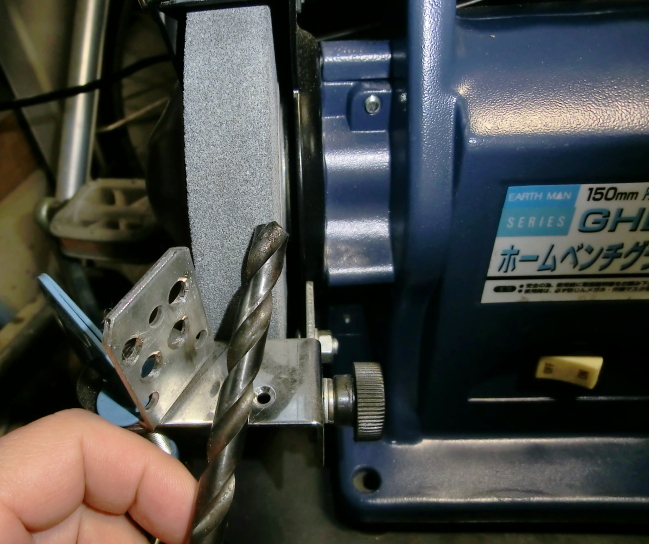 砥石の肩を使ってヂゼル幅を追い込んでやります。 ドリルは写真のように刃先を上に向けて、切ればの裏側を左方向から研磨し、右方向まで研磨します。
心厚部分に来たら、シンニングされた刃先をイメージしながら、刃先を右から左方向に押し込んで、ヂゼル幅を0に近づけます。
砥石の肩を使ってヂゼル幅を追い込んでやります。 ドリルは写真のように刃先を上に向けて、切ればの裏側を左方向から研磨し、右方向まで研磨します。
心厚部分に来たら、シンニングされた刃先をイメージしながら、刃先を右から左方向に押し込んで、ヂゼル幅を0に近づけます。この時、切れ刃を削らないようにすることです。
練習有るのみです。